
锂离子电池极片涂布工艺研究(二):涂布工艺仿真
电池制造生产可以分为三个阶段,第一阶段为极片制作(包括匀浆、涂布、干燥、辊压、分切和制片),第二阶段为电芯组装(包括卷绕/叠片、入壳、注液和封装),第三阶段为电芯激活(包括化成、分容、检测和分选)。极片作为电池的关键部件之一,其设计、材料选择和制备工艺直接影响了电池的综合性能。
在电池制造过程中,涂布工艺扮演着关键角色。极片涂布的质量,如涂层厚度均匀性、面密度分布和缺陷等,对电池的一致性、循环寿命、能量密度、安全性能等方面均有很大的影响。
为提高极片涂布的工艺质量、提升涂布效率,首先要了解涂布的发展,选择合适的涂布方法,其次通过工艺仿真的手段减少实验试错的成本,探究影响涂层质量的因素,通过优化和改进各种参数达到指导生产的目的,最后基于在线检测技术,对涂布的质量实现在线监控,避免因人为和环境等不可控因素导致的生产缺陷。本文将从涂布方法、涂布工艺仿真以及涂布检测等三个方面探讨电池制造过程中涂布工艺的研究现状,以促进极片涂布工艺质量的提高、涂布效率的提升以及生产质量的把控。
相关阅读:
2 极片涂布工艺仿真
涂布工艺仿真旨在研究结构、工艺和浆料参数对涂布过程的影响,通过优化这些参数,达到指导生产的目的。目前针对涂布工艺相关的仿真对象是狭缝挤压涂布,因为这种涂布方法目前是市场上的主流涂布方法。
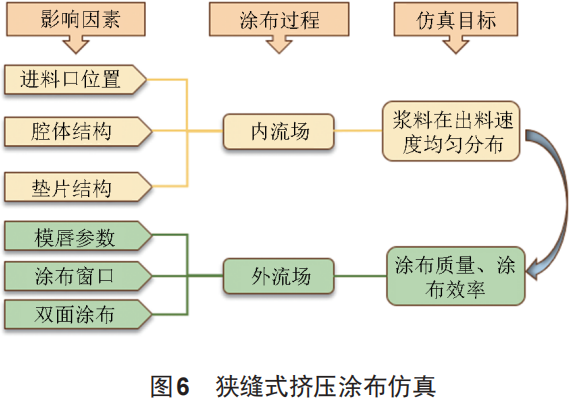
为了深入分析各种因素对涂布结果的影响,涂布仿真研究一般分为两个阶段:内流场仿真和外流场仿真,内流场指搅拌好的浆料通过压缩或其他方式从进料口进入,到达模头狭缝处挤出的过程;而外流场则指浆料从模头缝隙挤出到移动的铜箔或铝箔上的过程。通过分别探究两个流场的影响因素如图6所示,可以更全面地了解影响涂布效果的因素,为生产提供指导。
2.1 内流场仿真
狭缝挤压涂布内流场特指浆料从进料口流动至模头缝隙之间的动态区域,其仿真的核心目的在于深入探究影响浆料在模头内部流场分布的关键因素,并通过精细的参数调整与优化,实现浆料在模头出口处速度分布的均匀性。这些关键因素主要包括进料口的位置、模头内部腔体的结构设计以及垫片的结构配置。通过综合考虑这些因素,能够更精准地控制浆料的流动特性,提升涂布质量。
2.1.1 进料口位置
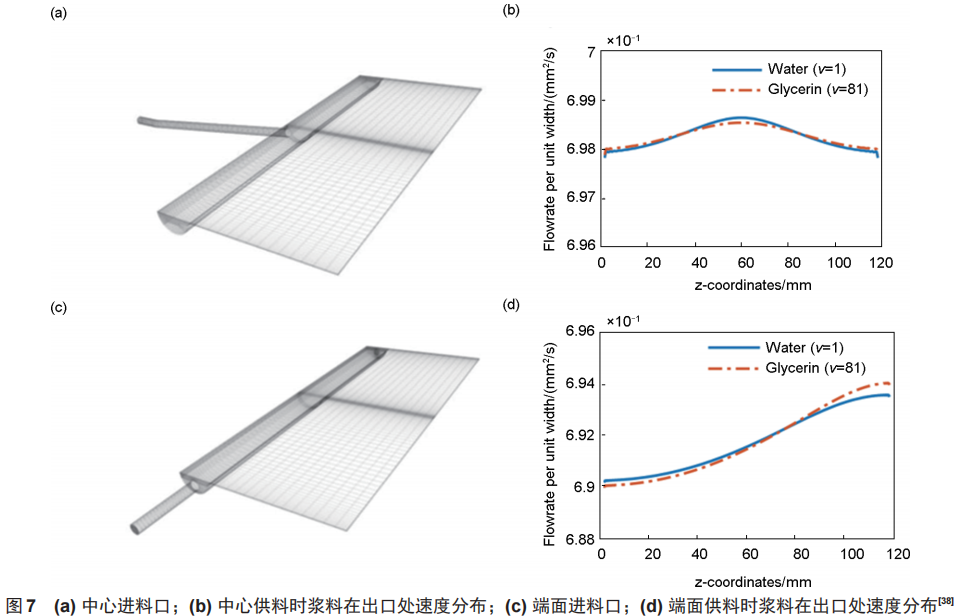
进料口的位置对于浆料进入模头后的流动路径和流速分布具有决定性的影响,这进而直接关系到浆料在出口处的均匀性。白自艳通过模拟分析,详细探讨了当进料口位于模头的底部端面与侧面端面时,模头内部的流场特性,发现在相同的进料条件下,底部进料相较于侧面进料更能实现浆料出口速度和压力的均匀分布。Jung等分析了进料口在腔体中心和端面位置,以及进料周期性脉动流对浆料流动和横向出口均匀性的影响,发现不同的进料口会改变稳态条件下的出口流量和流量的瞬态相应,在腔体中心进料时对浆料在出口的均匀性更高如图7(b)、(d)所示。
2.1.2 腔体结构
腔体结构参数对浆料在模头内部的流动以及在出口处的均匀性有很大影响。研究者们从腔体结构参数出发,利用仿真软件探究其对流体在出口处均匀性的影响。梁军杰等
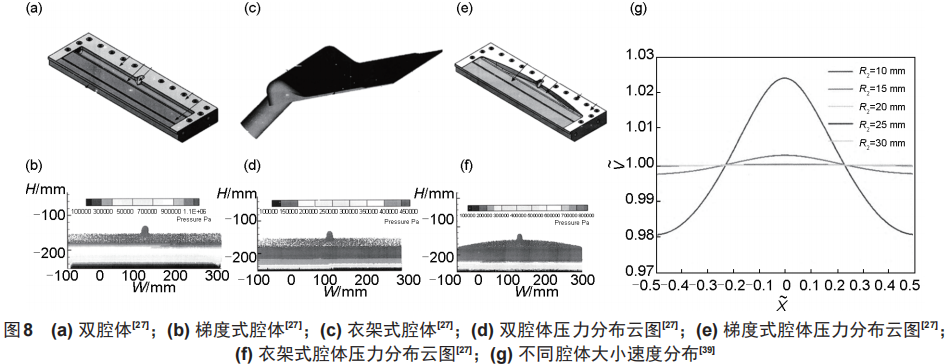
基于计算流体力学(CFD)模拟了一种双腔式挤压模头内部的流场,探究了不同腔体大小对出口处浆料速度均匀性的影响,在两腔体直径比例不变的情况下,增大腔体直径可以有效提升浆料在出口处的速度均匀分布,如图8(g)所示,并建立了入口压强与腔体结构参数关系的简化模型。周芸福通过模拟对比分析3种不同的腔体[双腔体、梯度式腔体和衣架式腔体,如图8(a)~(c)所示]结构狭缝处浆料均匀性的影响,发现过渡式、衣架式腔体结构对浆料的均匀化能力更高,如图8(d)~(f)所示。不同的腔体结构影响了浆料在模头内部的压力分布,通过仿真建模的手段去优化结构参数,实现浆料在腔体内部分布均匀,从而提高在浆料在出口处的均匀性,进一步提涂布质量。
2.1.3 垫片结构
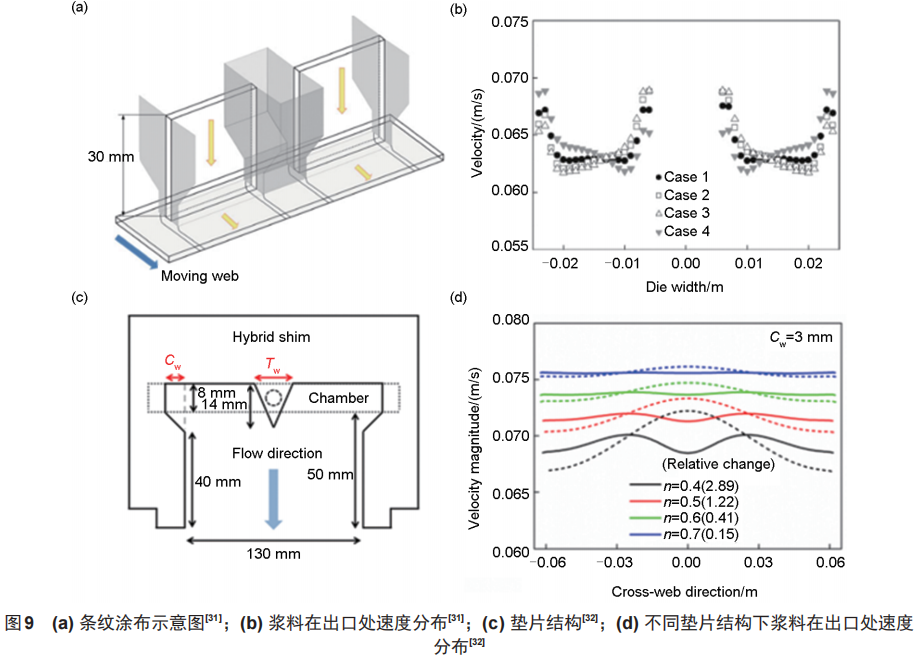
垫片的厚度和形状直接影响涂层的厚度和浆料在出口处的均匀性。通过分析浆料在不同结构参数下浆料在出口处的分布情况,可以确定最佳的垫片结构,实现所需要的涂布效果。Han等探究了双条纹涂布工艺,如图9(a)所示,通过设计垫片的结构可以实现相对应的涂层类型,对比不同的垫片结构(均匀、收缩、发散)进行了分析模拟及实验验证,发现对于不同的垫片结构对可以控制浆料在模头出口处的速度分布[图9(b)],继而控制涂层在横向方向的边缘收缩情况,同时发现收缩和扩张型垫片结构对涂层质量的影响比均匀性更大。
Jin 等研究了不同剪切速率的浆料在模头内的流动特性,通过改变垫片的几何形状[图9(c)],发现优化垫片的结构设计,能够减小浆料在模头出口处的不均匀分布,如图9(d)所示。通过优化模头的垫片结构设计,可以实现不同类型的涂布效果,并调节浆料在出口处的分布情况,以达到所需涂层厚度和均匀性,从而提升涂层质量。
本节系统探讨了狭缝挤压涂布过程中影响浆料流动和出口均匀性的关键因素,包括进料口位置、模头腔体结构以及垫片设计。首先,进料口位置对浆料的流动路径和速度分布产生直接影响,其次,模头腔体结构的设计对浆料流动和出口均匀性同样至关重要,不同结构参数会对浆料速度分布产生显著影响,通过仿真和优化模拟,可以实现浆料在出口处的均匀分布。最后垫片的设计也被证明对涂布效果有着重要作用,通过调整垫片的厚度和形状,可以实现所需的涂布效果,并控制涂层在出口处的厚度和均匀性。在涂布过程中,内流场是第一阶段也是首要阶段,它能够影响后续涂布的效果。只有确保浆料在出口处均匀分布,才能有效进行第二阶段的优化改善。因此优化内流场的分布对于提高涂布效果至关重要。
2.2 外流场仿真
外流场是涂布的第二阶段,模头的结构以及工艺参数(涂布速度,模头间隙和浆料黏度)等直接影响了涂层质量。通过数值模拟,可以定量探究这些因素对涂布效果的作用机制与影响效果,通过仿真可以实现模头结构参数优化,寻找并确定最佳的工艺参数(即涂布窗口),以实现涂布过程的高效率。
2.2.1 模头结构
模头形状及角度通过影响涂布珠的形成和内部流动结构,直接影响涂布质量和速度。优化模唇参数也是提高涂层质量的关键。Huang等提出了一种扩大稳定涂布窗口的咬边模头结构,对3种不同的模头结构[图10(a)]进行了分析,发现下咬的凹模结果的最大涂布速度与正常的结构提高了25.6%,如图10(b)所示。为了进一步分析模唇的参数对涂层的影响,在不改变模头的结构参数下,探究模头的角度对涂层质量的影响。
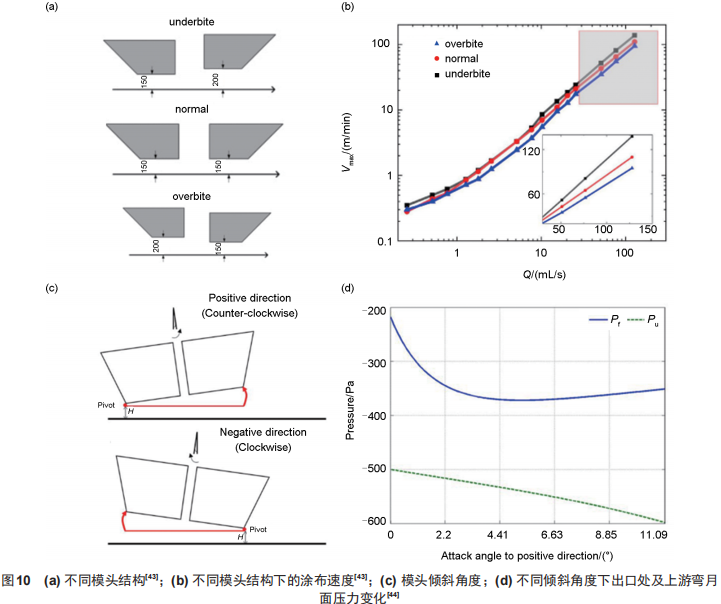
Lee等基于黏性毛细管模型分析了模头在不同角度下对涂层的影响,利用有限元法计算分析了在瞬态和稳态下模唇的倾斜角度[图10(c)]可以控制流体内部的压力梯度,分析结果如图10(d)所示,在周期性扰动下,通过控制上游和下游弯月面的形状和位置继而可以影响涂层的均匀性。在结构参数确定前提下,需要寻求一个稳定的操作区域,即在不出现缺陷情况下的稳定涂布窗口。
2.2.2 涂布窗口
稳定的涂布窗口主要包括了在不同流量下可达到的涂布速度范围,如图11(a)所示。Lee等通过简化的黏毛细管模型研究了牛顿和非牛顿流体的在不同操作条件下的涂布过程,并提出了一种可操作性的稳定涂层窗口,他们证明了简化的黏毛细管模型可以用于预测涂料系统的流动状态。不稳定的涂布窗口会导致涂层缺陷的产生,如图11(b)所示,通过数值模拟的方法可以探究缺陷形成的原因。
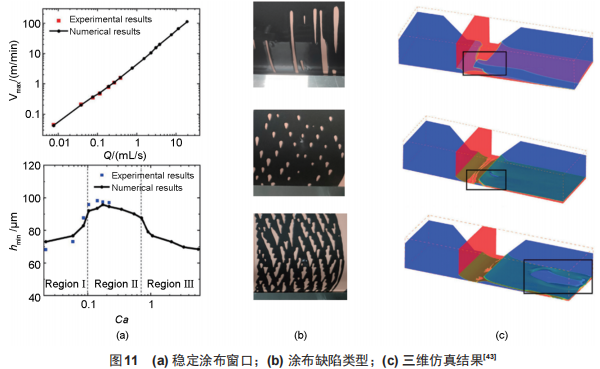
Chang等研究了在不同黏度的流体的最小涂层厚度,发现在三个区域存在一个临界雷诺数,研究发现涂层区域主要是由下游弯月面的位置确定,涂层缺陷的类型是由上游弯月面的位置和形状确定。Huang等通过数值计算与实验对比分析对涂层缺陷形成机理进行了研究,分别对三种缺陷:条纹、斑点、不规则缺陷进行了模拟仿真,如图11(c)所示,发现条纹缺陷与下游半月面收缩有关,点状与不规则缺陷与锯齿状动态接触线的不稳定发展有关。在稳定的涂布窗口下,如何提高涂布效率,也是目前制造行业继续探索的方向。
2.2.3 双面涂布
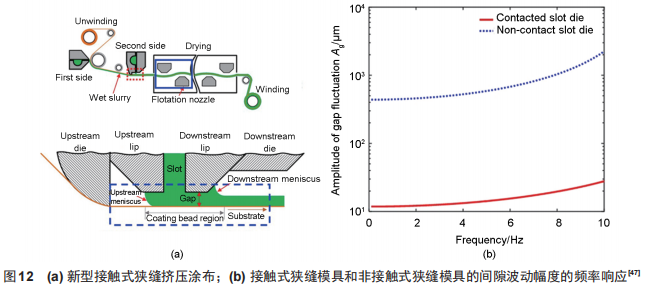
传统的单面狭缝挤压涂布是一个离散的工艺,箔材的每一面都要进行一次单独完整的涂布过程,先涂的一面必须要经过两层烘干,相比之下,双面涂布与单面涂布相比,同时进行两面涂布效率更高,且不易产生干燥缺陷。Tan等研究了一种新型的接触式狭缝模头的双面同时涂布方法,如图12所示,通过接触式模头替代了支撑辊,通过仿真和实验结果对比发现,接触式模头能有效抑制第二面涂布时因箔材运动引起的差距波动,建立了有效的数值模型分析涂层厚度和速度对涂层均匀性的影响。这种涂布方法通过仿真的手段分析了各种因素对涂层质量的影响,降低了生产成本提升了涂布效率。
外流场作为涂布的关键阶段,影响涂层的质量因素很多,首先是模唇的形状和角度,因其影响涂布珠的形成和流动的状态,其次是涂布的工艺参数要在稳定的涂布窗口内,包括涂布间隙、涂布速度和进料速度等,不在稳定的涂布窗口会出现涂布缺陷。最后引入双面涂布来提高涂布的效率。
通过数值模拟仿真的手段探索分析各种因素对涂布效果的影响,很大程度能够指导目前电池极片涂布生产工艺,可以有效优化工艺参数,提高涂布质量和效率。通过建立多尺度、多物理场耦合的仿真模型,仿真结果更接近实际生产,建立一套仿真体系,将内外流场相结合进行仿真,在输入相应的生产要求参数后,能够提供出最佳的工艺参数,从而达到提高涂布效率及减少生产成本的目的。
在实际的涂布过程中,很难完全避免出现缺陷等问题,为了确保极片涂布的质量,除了优化涂布工艺之外,还需要借助检测手段来保证涂布质量。