
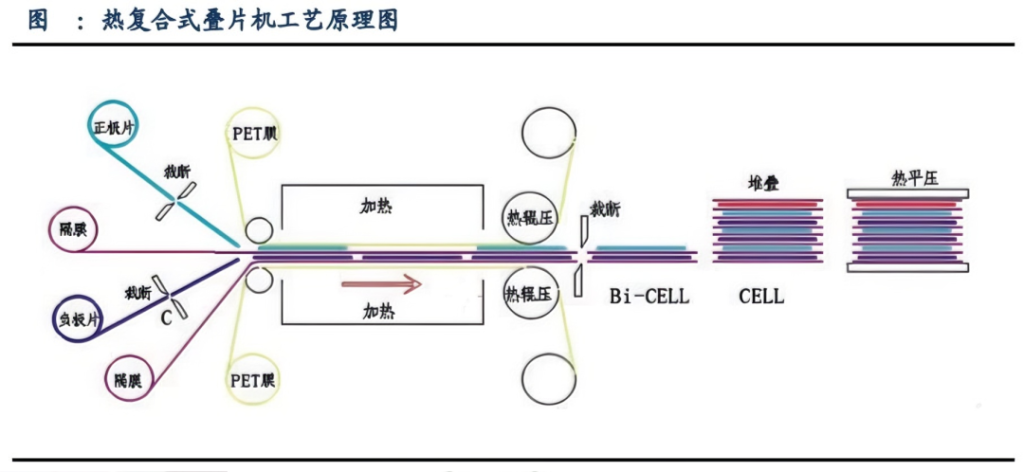
锂电池热复合叠片工艺
锂电热复合叠片工艺是一种用于制造锂离子电池的核心技术,其通过将正负极片与隔膜在加热和加压条件下交替堆叠形成电芯。以下从优缺点及关键控制要素进行详细分析:
热复合叠片工艺的优缺点
优点:
❶内阻低,倍率性能优异
叠片结构使极片与隔膜界面接触更紧密,减少界面电阻,提升电池的高倍率充放电能力。
电流分布均匀,减少局部极化,延长循环寿命.
❷结构稳定性高
叠片后的电芯内部应力分布均匀,避免卷绕工艺中的弯曲应力积累,降低循环后极片断裂或隔膜褶皱风险。
❸能量密度提升
空间利用率高(接近100%),尤其适用于方形或软包电池,可设计更厚电极(如动力电池中常见),提升体积能量密度。
❹灵活性高
可定制化设计不同形状(如异形电池),满足电动汽车、储能系统等对空间布局的多样化需求。
缺点:
❶生产效率低
叠片速度通常为0.5-1秒/片,远低于卷绕工艺(20-30米/分钟),设备占地面积大,导致量产成本较高。
❷工艺复杂度高
需精准控制层间对齐(偏差需<0.1mm)、热压参数(温度、压力、时间)及材料匹配性,工艺窗口窄,良品率提升难度大。
❸设备投资高
高精度叠片机(如Z形叠片、多工位堆叠)及配套热压设备成本高昂,维护难度大。
❹材料要求苛刻
隔膜需耐高温(热复合温度通常为80-120℃),粘合剂需快速固化且不影响离子传导;若材料适配性差,易导致界面分层或热失控。
关键控制要素
❶温度与压力控制
温度范围:根据隔膜熔点(如PE隔膜约130℃)和粘合剂固化特性,需精确控制在80-120℃,避免隔膜收缩或熔穿。
压力均匀性:热压压力(通常0.5-5MPa)需分布均匀,确保极片/隔膜界面紧密但无机械损伤
❷层间对齐精度
采用视觉定位系统或激光对位技术,确保极片边缘对齐偏差<50μm,防止毛刺刺穿隔膜引发短路。
❸材料适配性
隔膜:优先选择涂覆陶瓷或芳纶的耐高温隔膜(如Celgard H2015)。
粘合剂:选用热塑性聚合物(如PVDF)或UV固化胶,平衡粘结强度与离子电导率。
❹工艺参数优化
通过DOE(实验设计)确定最佳热压时间(通常5-30秒)、温度梯度及冷却速率,避免残余应力导致电芯变形。
❺环境控制
洁净室等级需达万级(ISO7)以上,湿度<1%以防止电解液预吸收;静电消除装置避免粉尘吸附。
❻质量检测
在线检测:X-ray检测层间对齐度,红外热成像监控温度均匀性。
离线测试:电芯切片分析界面结合状态,EIS(交流阻抗谱)评估界面接触电阻。
应用场景与趋势
❶适用领域
高能量密度动力电池(如4680大圆柱电池)、长循环寿命储能电池、柔性电子设备电池。
❷技术趋势
高速叠片技术(如蜂巢能源的0.125秒/片超高速叠片机)。
复合集流体(如PET铜箔)与叠片工艺结合,进一步提升安全性和能量密度。
总结
热复合叠片工艺虽在成本和效率上存在短板,但其在高性能电池领域的优势显著。未来随着高速叠片设备迭代及材料体系创新(如固态电解质),该工艺有望在动力电池市场进一步渗透。