
过充条件下磷酸铁锂LFP电池力学特性与安全阀优化设计
受机械、电和热滥用的影响,锂离子电池易产生气体,如汽化电解液、副反应气体如氢气和一氧化碳,并释放大量的热。电池在释放热量和气体的同时,会经历明显的“变形”特征,因此,压力变形可作为表征电池安全状态的重要信息。并且,当单个电池发生膨胀变形,势必会挤压相邻电池。
现有的锂离子电池安全研究多集中于产热和产气特性。气体膨胀是电池安全状态的重要特征。由于锂离子电池是一个封闭的整体,直接监测电池内部压力状态对装置条件要求较高,因此,通过建立铝壳电池压力膨胀模型,研究内部压力状态与电池形变量的关系具有重要意义。
此外,铝壳电池区别于软包电池的重要特征在于顶部设有安全阀。安全阀可以使电池内部聚集的气体及时释放,阻止或降低电池爆炸等风险。其原理是当电池内部压力大于某一阈值时,安全阀的压印位置会发生断裂,气体和热量从断裂口释放,此时切断外部激源可有效阻止热失控演化,因此,铝壳电池安全阀的及时断裂具有重要意义。然而,不同安全阀结构或材质在什么样的内部压力下会打开,以及安全阀断裂失效的及时性需要进行大量的实验测定,因此十分有必要建立模型明晰内部压力与安全阀开启状态、电池形变量的关系,设计合理有效的电池安全阀,提高铝壳电池安全性。
常用的铝壳电池封装方法是将电芯放入经拉伸成型的套壳中,然后将电池盖板与电池壳体通过激光焊接形成密封的整体。安全阀的位置一般位于电池盖板的中心,电池盖板与防爆片可通过一体式加工或分体式加工两种方法连接。一体式加工是指通过连续多步冲压铝合金板材形成一个较薄的圆片状结构,该位置用来做安全阀。分体式加工中,防爆片通常采用冲压 1050 铝合金薄板形成防爆片,再利用激光焊接连接到盖板上。
本文从磷酸铁锂电池过充产热和产气的机理出发,建立电池压力膨胀模型研究电池壳体形变量,同时模拟了不同材料和不同结构安全阀的损伤分布,判断其开启状态。将铝壳电池内部压力、壳体形变量与安全开启状态联系起来。为提高铝壳电池安全性及安全阀优化设计提供参考。
1 磷酸铁锂电池过充产热产气机理
铝壳磷酸铁锂电池过充时的两大特征是产热和产气。产热类型主要为焦耳热和副反应产热,其中焦耳热来源于电极膨胀和极化作用使得电池内阻增大,焦耳热Q1可以根据式(1)计算:

式中:Q1为焦耳热速率;I为充电电流;R为电池等效内阻;Vb为电池体积。副反应热Q2是各种化学副反应的总和,可由式(2)计算:

式中:QLi为锂枝晶与电解液反应的生热速率;Qele为电解液氧化分解热速率;QSEI为SEI膜分解热速率;Qanode为阳极分解热速率;Qcathode为阴极分解热速率。
过充过程中,当石墨阳极的锂含量达到最大值时,阳极会发生锂电镀。随后,锂与电解质溶剂发生反应,如式(3)所示。锂枝晶还会与电解液粘结剂,如聚偏氟乙烯(PVDF)反应生成氢气,如式(4)所示:
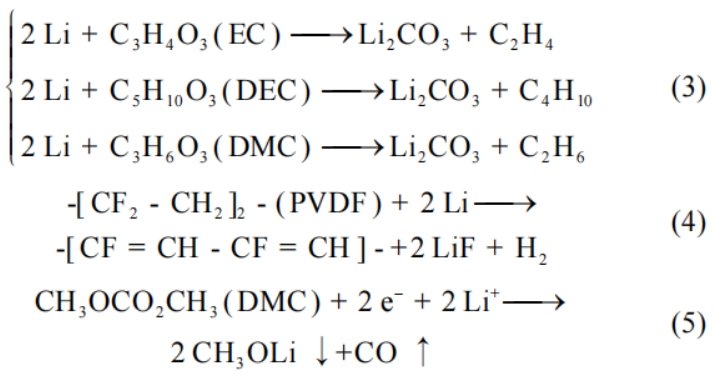
随着过充电压的升高,电解液将发生分解并释放大量气体,如式(5)所示。电解液配比不同其分解电位也不同,标准商用电解液可在4.9~5.0V电压范围内氧化分解。由于电解液配方的不断升级,现有电池的分解电位可能高于上述范围。当电池温度上升至一定温度时,SEI膜将会分解,反应如下:

当温度继续升高,锂离子电池隔膜开始熔化,进而引发电池两级直接接触,发生内短路。电池内部局部内短路产生的热量与内部反应形成正反馈,进一步引发温度升高和气体压力增大。当温度升高到200~240℃时,负极石墨层中的嵌入锂与电解液有机溶剂(EC)发生如下反应:

在过充电后期,阳极和阴极结构的破坏和分解会释放大量的热。各副反应的计算公式如式(8)所示。
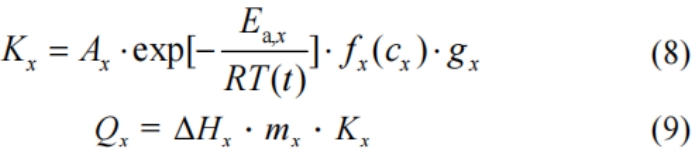
式中:化学反应生热速率 Qx与反应速率Kx成正相关;下标x表示不同的副反应类型;∆Hx为化学反应x的焓;mx为电池内反应物的总质量。
化学反应速率Kx通常由阿伦尼乌斯反应计算,如式(9)所示。其中,Ax是频率因子;Ea,x 为反应活化能;R为理想气体常数;fx(cx)描述了反应速率与反应物浓度cx之间的关系;gx为反应的修正项。由于电池过充膨胀期间的电池温度在120℃以 下 ,因此本文仅考虑KLi和Kele的计算过程。
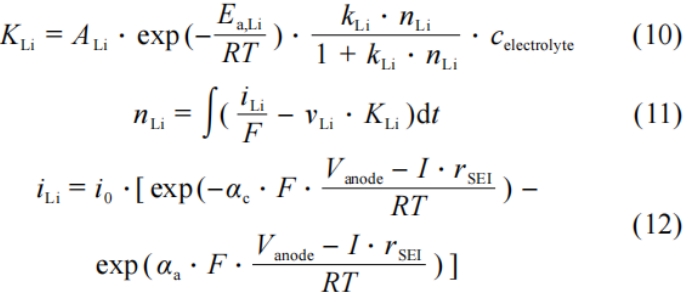
锂枝晶与电解液之间的反应速率可通过式(10)计算。其中,nLi为阳极上锂的沉积量;celectrolyte为电解液标准化浓度;kLi为锂沉积反应比例因子。阳极锂沉积量可由式(11)计算。其中,vLi为比例因子;iLi为锂沉积反应速率,可通过BulterVolmer方程确定。如式(12)所示,i0为交换电流密度,αc和αa为传递系数;rSEI为由SEI膜造成的内阻;Vanode为阳极电势。
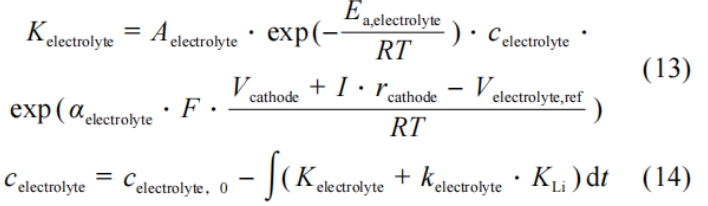
电解液氧化反应的速率由式(13)计算,其中celectrolyte为电解液归一化浓度;Vcathode 是阴极电势;αelectrolyte为传递系数;Velctrolyte,ref为电解液氧化电位;rcathode为阴极膜电阻。过充电过程中,电解液和沉积锂之间的反应会消耗电解液。式(14)所示为电解液浓度的计算公式,其中celectrolyte为电解液浓度初始值,kelectrolyte为比例因子。
2 磷酸铁锂电池过充膨胀模型
电池的过充膨胀过程可分为热膨胀和压力膨胀。热膨胀包括温度升高以及正负极材料膨胀引发的电池变形,这部分膨胀变形虽会造成电池壳体位移,但通常在微米数量级,相对于气体压力引发的电池大变形可以忽略不计,简化这部分变形有利于研究分析。此外,相关研究表明,给与电池两侧适当的压力有利于电池运行,因此在集中排列的工况下,微小的热膨胀可能有利于电池运行。但是,气体压力变形会严重破坏电池结构,并会对周围电池产生挤压破坏作用,因此本文重点研究过充引发的气体压力变形。
2.1 几何模型
本文以某公司生产的磷酸铁锂铝壳电池为研究对象,在COMSOL中建立具有V形安全阀压印口的铝壳电池几何模型,如图1所示。
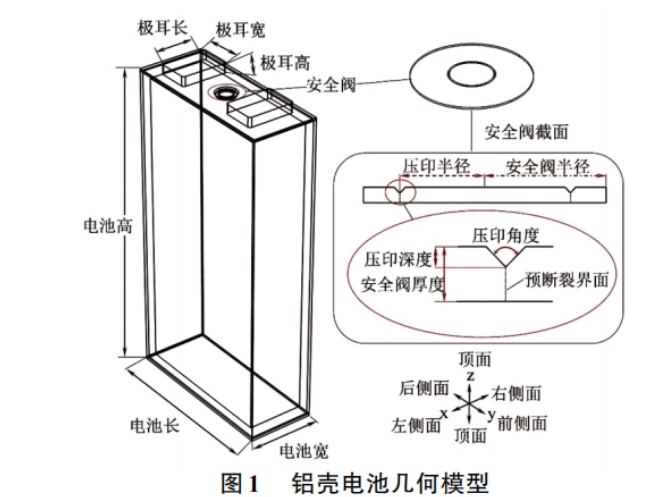
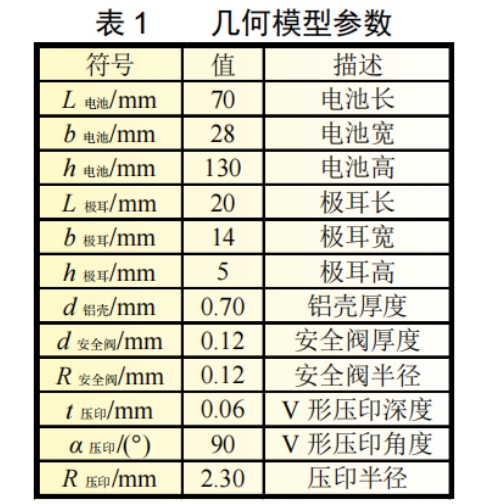
模型中,电池和极耳的长、宽、高为固定值,安全阀的厚度和安全阀半径为固定值,V形压印的厚度、角度和压印半径根据需求变化。建模尺寸信息见表1。
2.2 过充膨胀有限元模型
图2所示为铝壳电池膨胀有限元模型示意图。
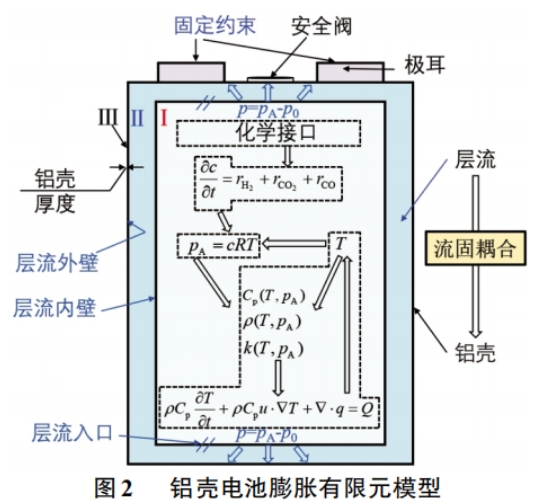
电池膨胀过程中的复杂物理场可分为系统I和系统II。系统 I(热力学分析)表示因过充而引发的副反应产气。系统II(流固耦合)表示铝壳受副反应气体的冲击发生形变。系统I中的电能与副反应化学能和热能平衡,系统II中的气体动能与机械能平衡。
副反应气体CO2、H2和CO通常产生于电极表面,并在电极周围扩散,因此将电池体分为三个域。首先在域I中计算副反应气体的压力,接着在域II和域III中计算气体流动导致的铝壳变形,如图2所示。域I表示被压缩的固体单元(主要为电芯)所占据的空间,焦耳热和副反应热源设置在区域I中。域II表示气体无障碍流动的空间。在域II和域 III 中进行流固耦合分析模拟,层流入口边界条件设置为热力学分析得到的边界压力p。域III表示铝壳。在COMSOL中,仿真步骤具体如下。
式中:rH2、rCO2和 rCO为副反应速率。
式中:ρ 为流体密度;Cp为恒压热容;u为流体速度场;q为热通量;k是导热系数;T是流体温度。

式中:pA为混合气体绝对压力,Pa;p0为标准大气压力。
步骤1:通过化学、固体和流体传热、系数形式偏微分方程和域常微分方程接口计算混合气体绝对压力pA。副反应速率rH2、rCO2和rCO由化学接口求解,并用作式(16)的源项。式(17)是流体传热控制方程。式(16)求解的气体浓度c和气体温度T 耦合入式(13)作为源项。最后,由式(18)计算域I表面的压力p,即层流入口的边界压力条件。
步骤2:使用层流和固体力学接口,在几何域II和III中执行流固耦合分析。混合气体的流动特性来自步骤1,选择充分发展的流动和平均压力作为入口边界条件。3003-H14 铝壳的力学参数设置在域III中,杨氏模量70GPa,屈服强度160MPa,泊松比为0.33。铝壳为大塑性应变,极耳被设置为固定约束,因为它们通常被焊接到汇流排上。
2.3 安全阀断裂失效计算
利用COMSOL有限元软件中的固体力学模块,设置电池上盖版为固定约束。模型通过分析安全阀 V 形压印口的损伤值判断其是否断裂失效。式(19)所示为材料断裂准则公式。

式中:-ε 为等效塑性应变;σmax为最大主应力;C为材料的损伤值,可由材料的单轴拉伸试验测定;-εf为材料断裂时的等效塑性应变;当积分值达到C时,及I=1时材料发生断裂。对于单轴拉伸试验,最大主应力和等效应变的关系可以写为式(21)。
式中:rm为平均各向异性系数;-σ为等效应力;K为硬化系数;n为应变硬化指数。在COMSOL有限元仿真中,式(17)可以使用式(23)中的增量表示。

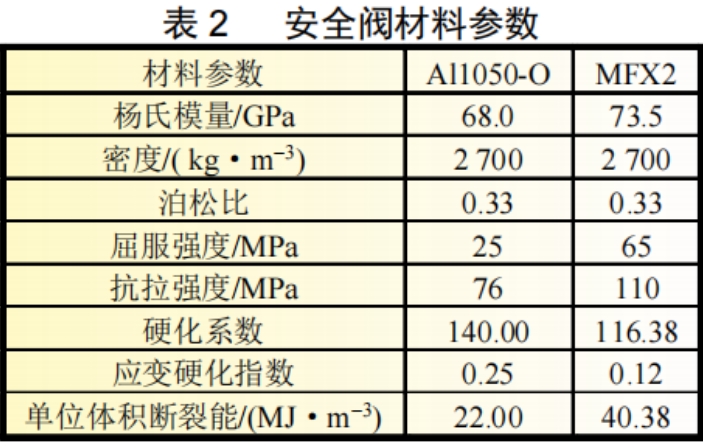
式中:G为损伤系数,可以在有限元仿真中利用梯形法则进行计算。采用Al1050-O和MFX2两种安全阀材料进行损伤模拟,判断不同材料的断裂压力,在此基础上模拟了不同安全阀结构的失效情况。两种材料的力学性能如表2所示。
3 仿真结果分析
3.1 不同内部压力下铝壳壳体位移
如图3所示为铝壳电池侧面的最大位移曲线,外壁压力即为电池的内部压力。
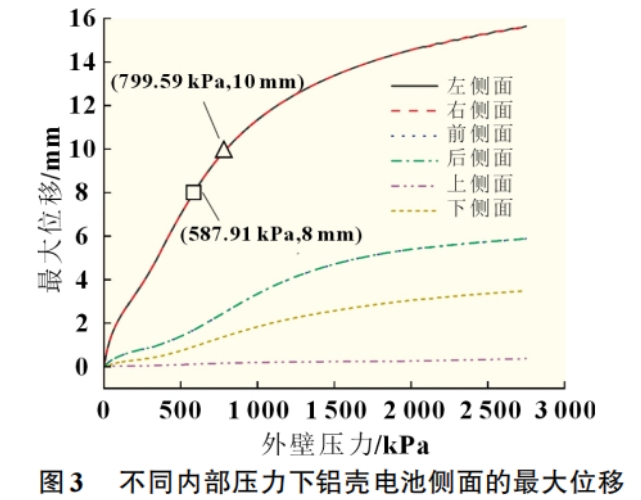
由图可知,当内部压力为2749.8kPa时,左、右侧面最大位移达到了15.65mm,前、后侧面达到了5.88mm,底部位移达到了3.49mm,顶部位移最小,为0.37mm。左右侧面和前后侧面位移重合,表明铝合金材料受压力作用时一致性较好。当电池内部压力为400~800kPa时,铝壳最大壳体位移为5.7~10.0mm。后续小节中通过模拟不同材料、不同结构安全阀的损伤值判断电池安全阀的断裂压力。分析材料和结构对安全阀断裂失效的影响。
图4所示为不同内部压力下磷酸铁锂铝壳电池的位移云图。
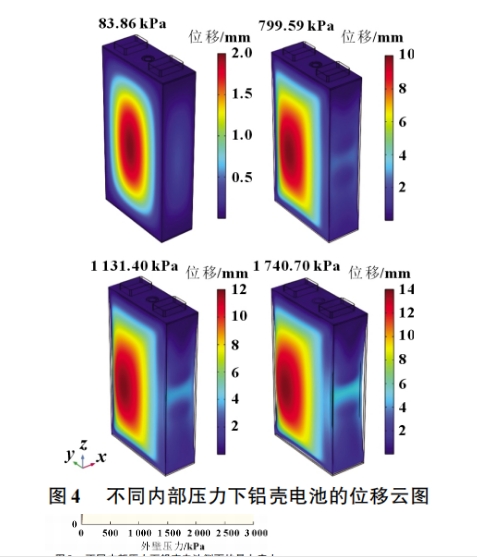
由图4可知铝壳单体电池膨胀时,左、右侧面中心位移最大,前、后侧面随着电池膨胀逐渐收缩。铝壳电池在内压为1740.70kPa时,最大位移才达到了14mm,表明铝壳电池耐压强度较高。
铝壳电池侧面最大应力值如图5所示,电池各个侧面首先经历了弹性变形阶段,接着出现非线性变化。应力最大值出现在电池顶部,应力最小值在电池底部。
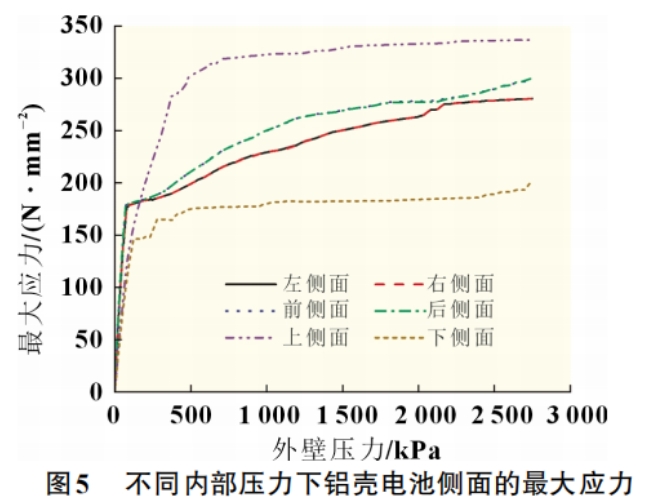
图6所示为不同内部压力下铝壳磷酸铁锂电池的应力云图。
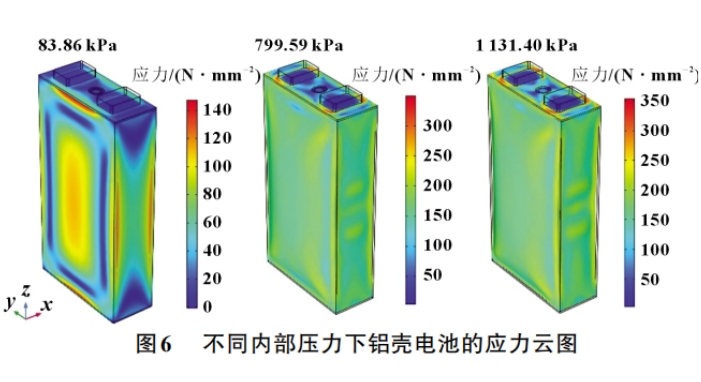
由应力云图可知,初始膨胀时,电池侧面中心应力较高,随着内部压力的增大,电池体的应力分布趋向一致。结合图5最大应力曲线图和图 6局部的应力云图发现,顶面边缘处的应力最大,表明边缘处的压力最大,内部气体聚集在电池顶面的侧棱处。由于电芯呈果冻卷状,过充中产生的气体从电芯的顶部逸出,流经电池左右侧面,路径类似于单个磁体的磁力线方向,因此气体易在电池顶部的侧棱处聚集。相关研究表明,有部分铝壳电池在安全阀未打开时就已发生气体泄露,根据仿真结果,其可能原因是内部气体冲击顶面侧棱,而顶面侧棱处恰好是顶盖和壳身的焊接处,假设焊接质量不一,可能会造成气体从焊缝处提前泄露,这同样印证了气体易聚集在顶面侧棱处,导致顶部的压力最大。
3.2 不同材料安全阀断裂分析
铝壳电池的安全阀设计位置影响着电池的安全性,根据仿真结果,电池左右侧面位移最大,可以考虑在左右侧面设计安全阀。但由于电池外壳封装时,通常将电池顶盖与电池壳身利用激光等焊接技术连接在一起形成密封空间,即电池壳身通常是一个整体。若将安全阀设在侧面中心则需要更复杂的工艺,才能保证壳身维持长方体的同时具有凹槽压印。此外,正常充放电情况下电池正负极材料膨胀和热膨胀也会引起电池变形,而左右侧面作为对压力反应最敏感的部位,若设有安全阀,安全阀势必会随着电池的微变形反复受力,进而可能造成在正常运行情况下发生安全阀破裂现象,影响电池密封性,造成电解液泄露。另外,电池集中排列时,安全阀设在顶部有利于气体扩散。综上所述,电池侧面中心可以作为电池内部压力状态的灵敏“指示器”,而电池顶盖处更适合设置安全阀。
对电池顶盖施加均匀增加的压力,通过仿真计算出不同材料安全阀断裂时的损伤值。图7所示为Al1050-O材料损伤云图,图8所示为MFX2材料损伤云图。
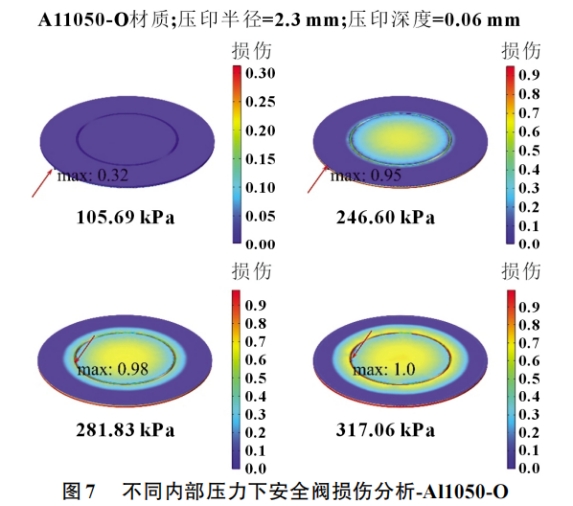
由图7可知,在初始阶段,Al1050-O材料的最大损伤位置分布于安全阀边界处,随着内部压力持续升高,最大损伤位置发生改变,主要集中在圆形压印处。当电池内部压力为317.06kPa,圆形压印处的某一位置最大损伤值达到1,当内部压力在317.06~457.98 kPa 变化时,圆形压印周边的不同位置损伤值达到了1。
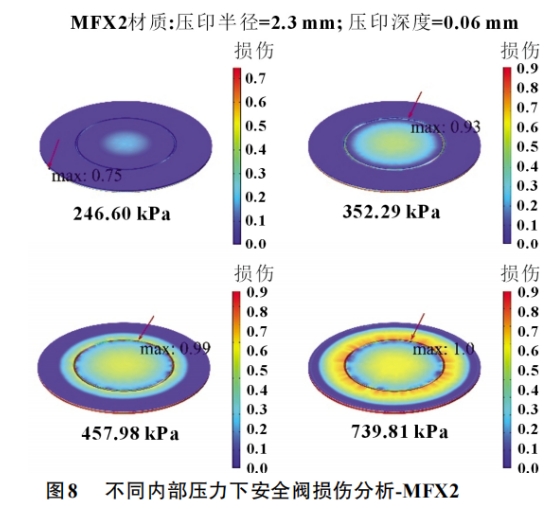
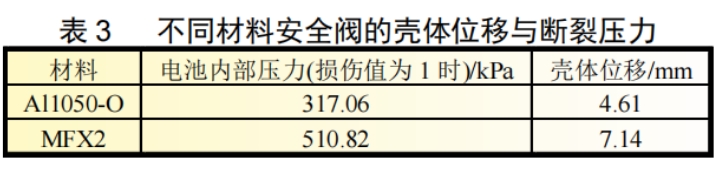
由图8可知,在相同内部压力下,日本进口铝合金材料MFX2损伤值与Al1050-O相比较小,表明MFX2材料铝合金作为安全阀的耐压值更高。当内部压力为510.82kPa时,圆形压印处的损伤值达到1,比Al1050-O材料高193.76kPa。根据膨胀模型,两种材料的安全阀损伤值达到1时,内部压力值与铝壳体位移值如表3所示。注意表中的值仅表示安全阀表面的损伤值达到1时的初始值,实际工况中,受温度等因素影响,安全阀断裂时的内部压力大于该值,且电池膨胀位移更大。
两种材料的损伤云图表明,不同材料的应力集中情况不同,如Al1050-O应力集中在圆形压印附近,而MFX2材质的边缘处最先达到断裂极限,且不同压力状态下最大损伤位置具有不确定性。在实际的过充工况中,往往出现已检测出有气体泄露而安全阀并未打开的情况,原因可能为焊接处比预设的压印处更早出现裂缝。因此,除了根据断裂需求选择合适的材料外,还应优化安全阀压印形状,选择具有不同压印结构的安全阀可以使电池在压印位置及时有效泄压。
3.3 不同形状安全阀断裂分析
由损伤云图可知,安全阀受压力作用时中心位置的损伤值率先变化,意味着中心处的应力水平较高。因此设计了具有十字形压印形状的安全阀结构。采用Al1050-O材料模拟的安全阀损伤云图如图9所示。
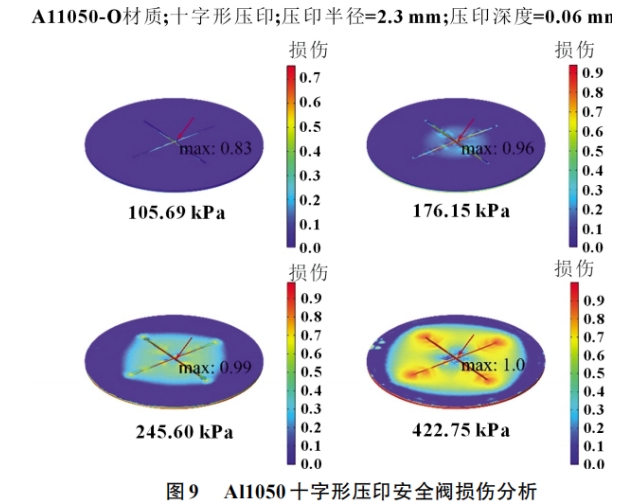
仿真结果表明,十字形安全阀损伤值达到1时的内部压力为281.83kPa,此时的最大壳体位移为4.17mm,形变量较环形压印减小了0.44mm,最大损伤值分布在安全阀中心位置。这表明十字形压印安全阀可提前泄压,并且泄压位置相对固定。
图 10 所示为采用半圆形压印形状的安全阀损伤分析云图。
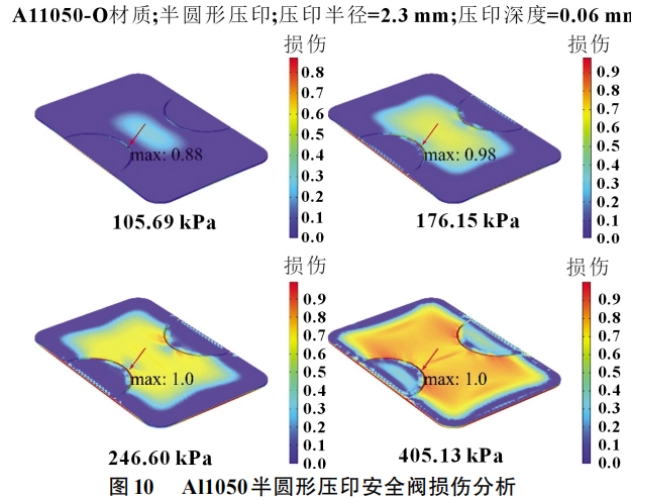
由图10可知,当内部压力为246.60kPa时,半圆形压印(半径2.3mm)处的损伤值达到了1,与十字形压印相比减小了35.23kPa。云图结果表明,安全阀中心的损伤值较大,当压印靠近中心时,可以减小安全阀断裂压力,同时减小电池形变量。
为了探究半圆形压印半径对安全阀断裂的影响,仿真模拟了半圆形压印半径为3.5mm时的安全阀失效情况,如图11所示。
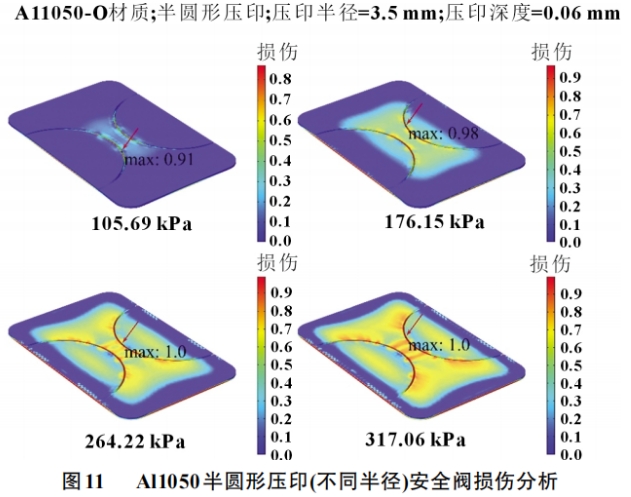
由图11可知,增大半圆形压印半径时,压印位置靠近安全阀中心,压印处的损伤值达到1时所需的内部压力值减小,表明半圆形压印半径越大,安全阀越容易断裂。
4 结论
本文依据磷酸铁锂电池过充产热、产气机理,建立了电池热-气-固耦合膨胀模型,模拟了电池在内部气压下的膨胀变形,该模型适用于各种外壳材料的电池。有利于将电池内部压力转化为外部较易测量的变形量。基于铝壳电池内部压力和壳体位移的关系,研究了Al1050-O和MFX2两种材料安全阀在不同压力下的损伤情况,仿真结果可为电池安全设计提供参考。主要结论如下:
(1)当内部压力为400~800kPa 时,3003-H14铝壳最大壳体位移为5.7~10.0mm,在电池集中排列的模组中,该位移量将与其他电池接触挤压并造成破坏作用。
(2)具有圆形压印的Al1050-O安全阀初始损伤压力比MFX2铝合金安全阀小193.76kPa,应根据实际情况合理选择安全阀材料。对于MFX2材料的安全阀,需加强安全阀边缘与电池顶部盖板的焊接强度。
(3)相同压印参数情况下,十字形压印安全阀断裂压力较小,减小电池形变量,且泄压位置固定在安全阀中心。半圆形压印安全阀比十字形压印安全阀更易断裂,断裂位置在圆弧顶部附近。增大半圆形压印半径时,断裂压力减小。