
极片不同区域开裂机理
锂电池极片干燥开裂是一种常见的异常现象,其中按照开裂区域来分类,分为主体区域开裂与边缘开裂。本文以负极片开裂举例说明。
一.极片中部主体区开裂
极片涂层中部主体区域干燥开裂机理如下图1所示:
图1 a)为锂电池极片初始湿涂层,当气-液界面侵入溶质颗粒网络时,裂纹形成过程开始,如图 1b)所示。
随着空气穿透颗粒网络,气-液界面在溶质颗粒间形成弯月面,弯月面产生毛细作用使溶质颗粒互相靠近,形成内聚力 F1。在溶质颗粒互相靠近的过程中,某处颗粒间隙较大(黄色圆圈处),因毛细作用产生的内聚力 F1 较小,由图 1 b)-图1 c)过程中,该处缝隙宽度逐渐增大,之后表面产生的裂纹将在该处首先成核。
在图1 d)、图1 e)中,锂电池极片涂层形成多孔骨架的内部溶剂受热蒸发,通过之前表面形成的裂纹形核向上扩散,扩散过程会使裂纹在形核处发展,裂纹路径变长,裂纹宽度增大。锂电池负极极片涂层与乳胶类涂料的主要区别是溶质颗粒的弹性模量不同。
锂电池负极极片涂层的主要溶质颗粒石墨、炭黑弹性模量较大,溶质颗粒堆积过程中,溶质颗粒由于互相接触产生的作用力无法通过形变来抵消,造成内部应力积累,因此锂电池负极极片涂层干燥过程中容易开裂。
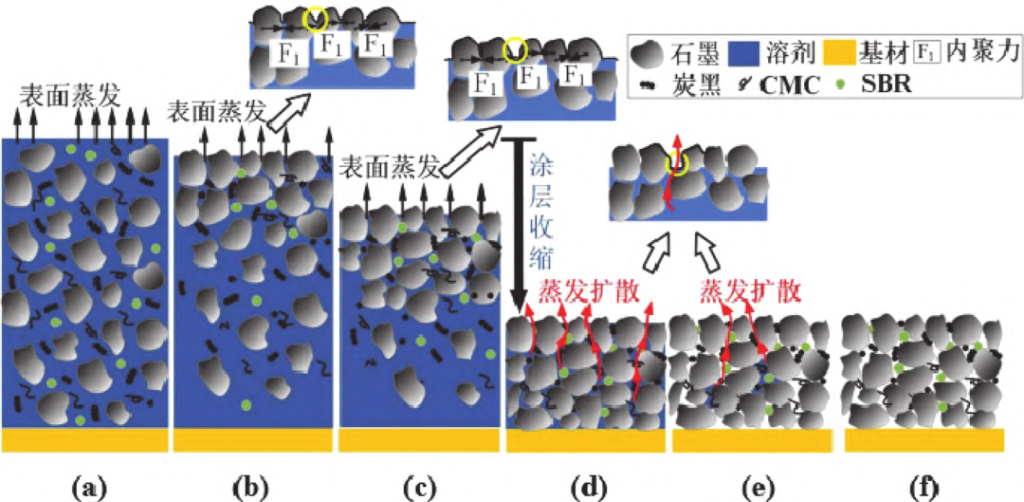
图1 锂电池负极极片涂层中部主体区域干燥开裂机理示意图:(a)锂电池极片初始涂层;(b)涂层表面形成固结层;(c)固结层加厚;(d)固结层到达基材;(e)骨架剩余溶剂蒸发扩散;(f)最终形成骨架
二.极片涂层边缘区域干燥开裂机理
由于锂电池负极极片涂层边缘区域为二维蒸发干燥,涂层边缘最薄处的先干导致粒子首先集中在边缘最左侧,边缘处气-液界面在溶质颗粒间形成弯月面,弯月面作用形成毛细力,将溶剂从右侧携带炭黑、CMC、SBR 进入边缘处,导致干燥横向发展,即干燥从边缘向内进行。
在锂电池负极极片涂层的边缘,厚度的减小使颗粒固结成紧密堆积的结构,该区域的持续蒸发导致一个大的横向流动,将粒子带向填充区域,从而传播紧密填充的前沿。溶剂携带的炭黑、CMC、SBR 颗粒会堆积在界面右侧,溶质颗粒间的孔隙变小,此处形成更大的毛细力。
与涂料类物质的涂层类似,锂电池极片涂层边缘在干燥过程中,干膜部分自左向右形成骨架,干膜上边缘以图中紫色虚线为起点向右延伸;同时,极片主体部分也发生蒸发,涂层下移,如图 2中虚线部分所示。最终形成图2中现有干膜上界与最下方虚线共同构成的涂层骨架。
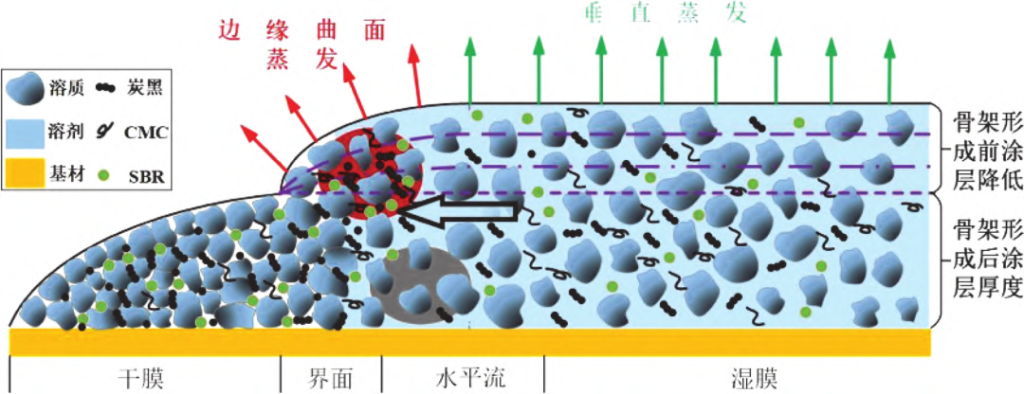
图2 锂电池负极极片涂层边缘区域干燥开裂机理示意图
造成涂层边缘区域开裂的原因有三:
1) 水平流动会携带部分溶质颗粒,在干湿界面处形成更为厚实的颗粒堆积,颗粒间的孔隙进一步缩小;缩小的孔隙会增大其内部存在的弯月面曲率,增大了毛细力;“界面”右侧由于溶质颗粒减少,总体上毛细力减小;“界面”两侧毛细力分布不均,导致开裂。
(2) “界面”两侧存在溶质浓度的差异,即:靠近涂层中部一侧溶质浓度较低,易使此处干膜厚度减小,导致开裂。
(3) 水平流使干湿界面附近的涂层发生横向收缩,可造成拉伸应力的积累,导致开裂。
小结:
总之,锂电池负极极片涂层在干燥成膜过程,发现涂层不同区域的开裂机理存在差异。虽然中部主体区域和边缘区域的开裂都涉及毛细作用、颗粒聚集、内应力积累和残余热应力等因素,但中部主体区域的开裂主要由局部毛细内聚力不足和溶剂蒸发导致的裂纹扩展所引起;而边缘区域的开裂则主要受水平流动、溶质浓度不均和粘结剂引起的横向收缩影。