
如何提高电解液对极片的浸润效果
提高电解液对极片的浸润效果是提升锂离子电池(以及其他类型电池)性能、循环寿命和安全性的关键环节。浸润不良会导致活性物质利用率低、界面阻抗增大、极化严重、产气增多,甚至引发析锂等问题。
以下是一些提高浸润效果的主要策略,需要从材料、工艺和设备等多方面综合考虑:
一、优化极片设计(提高“可浸润性”)
降低极片涂布面密度
在保证容量的前提下,降低单层涂布的面密度(活性物质负载量),可以减薄极片厚度,缩短电解液渗透路径。
优化孔隙结构
1. 控制压实密度
过高的压实密度会减小孔隙尺寸、增加曲折度,阻碍电解液渗透。需要在保证导电网络和体积能量密度的前提下,找到最佳压实密度。
2.优化浆料配方与分散
确保导电剂(如炭黑)分散均匀,形成良好的电子和离子导电网络,避免导电剂团聚堵塞孔隙。粘结剂的种类和用量也会影响孔隙结构和表面能。
3.使用不同粒径颗粒级配
采用一定比例的微米/纳米颗粒级配,可以优化堆积密度和孔隙分布,既保证高能量密度,又能提供合适的离子传输通道。
提高极片表面能(亲液性)
对于下面1和2虽然效果不错,但在实际生产中还是用得少。而3中的粘结剂是可以选择的。
1.表面处理
对极片进行等离子体处理、紫外臭氧处理或化学处理,可以增加表面极性基团,降低接触角,提高亲液性(特别是对负极)。
2.涂层改性
在极片表面涂覆一层薄薄的亲水性涂层(如某些聚合物或无机物),改善其与电解液的相容性。
3.粘结剂选择
选择具有较好亲电解液性的粘结剂,或对疏水性粘结剂(如PVDF)进行改性(如共聚引入极性基团)。
二、优化电解液性质(降低“浸润阻力”)
降低电解液粘度
1.溶剂选择与配比
选择粘度较低的溶剂(如线性碳酸酯DEC、EMC通常粘度低于环状碳酸酯EC、PC)。优化混合溶剂比例,在保证溶解锂盐和SEI稳定性的前提下降低粘度。
2.使用粘度改进剂/降粘剂
添加少量特定的添加剂来降低电解液整体粘度。
优化电解液表面张力
1.添加润湿剂/表面活性剂
添加少量(通常<1%)具有两亲性的表面活性剂(阴离子型、阳离子型、非离子型、氟系等)可以显著降低电解液的表面张力,提高其在极片表面的铺展和渗透能力。这是非常有效且常用的方法,但需严格评估添加剂对电化学性能(如循环、产气、倍率)和长期稳定性的影响。
调整锂盐浓度
过高或过低的锂盐浓度都可能增加粘度或影响溶剂化结构,从而间接影响浸润性。找到最佳浓度平衡点很重要。
三、优化注液与浸润工艺(创造有利“浸润条件”)
保证充足的注液量
提供足够的电解液是充分浸润的基础,但也不能过多导致胀气或漏液风险增加。
真空注液
现在常见的注液方式就是真空注液,让电池壳内形成负压状态,自动吸入电解液。
1.电池壳内抽真空
在注液前对电池壳(卷芯/叠片)进行抽真空,排出内部空气,减少气体对电解液渗透的阻碍。
2.注液过程中/后抽真空
在注液过程中或注液后保持一定真空度,利用负压加速电解液向极片孔隙内的吸入。这是目前提高浸润效率最主流、最有效的方法。
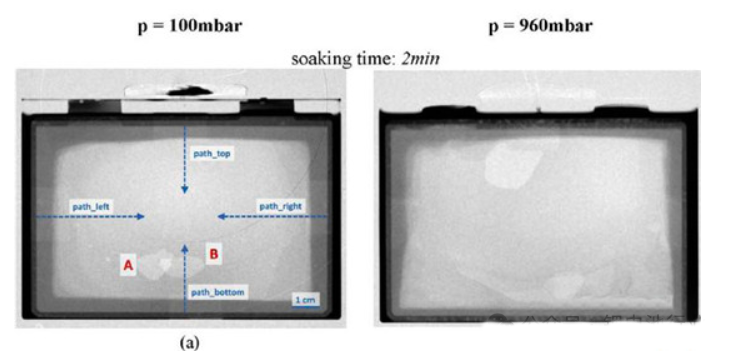
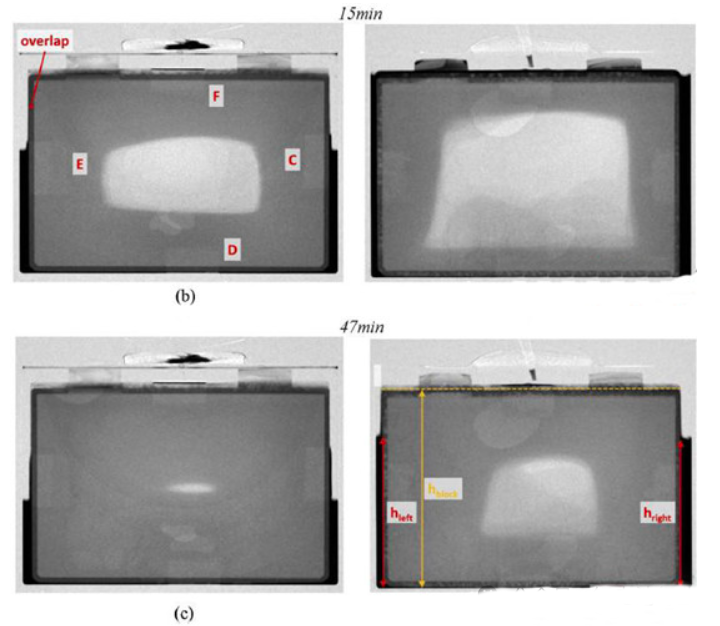
如何保证电解液在锂电池电芯内充分、均匀浸润是一个困扰锂电生产多年的难题,无数的锂电工程师为之付出了大量的心血,德国博世公司的工程师W.J. Weydanz等人利用中子衍射技术成功的观测到了电解液在软包锂离子电池内部的浸润过程(如下图所示,a,b,c真空注液,d、e、f常压注液),可以看到注液2min后大部分电解液还停留在电芯的外部,在47min后真空注液的电池基本上完成了浸润,但是常压注液的锂离子电池仍然有相当部分的中间位置电芯没有浸润,电芯外部残留了大量的电解液。W.J. Weydanz的研究表明真空注液能够将锂离子电池的注液时间缩短50%,并提高10%的注液量,这对于提高注液质量和效率具有重要的意义。
加热浸润
1.在注液后或浸润阶段(静置阶段),对电池进行适当加热(通常在45-60°C范围内,需严格控制避免副反应加剧),可以显著降低电解液粘度,提高分子动能,加速毛细管作用,从而缩短浸润时间并提高浸润深度。
2.真空+加热: 结合真空和加热(真空烘烤)是最强有力的浸润工艺组合,能极大提高效率和效果。
延长静置时间
在化成前提供足够的静置时间(通常称为“陈化”或“熟化”),让电解液在毛细管力作用下充分渗透到极片内部,尤其是对于较厚或高密度的极片。结合真空和加热可以缩短所需静置时间。
优化注液方式
改进注液针头设计、注液速度控制、多点注液等,使电解液能更均匀地分布到电池内部各处。
加压浸润
在注液后对电池施加一定的外部压力,促进电解液进入孔隙(较少用,需考虑电池结构承受能力)。
四、其他考虑
隔膜的选择: 隔膜的亲液性、孔隙率、孔径分布也会影响电解液在电池内的整体分布和传输。选择亲液性好、孔隙结构合适的隔膜有助于整体浸润。电池结构设计: 卷绕式、叠片式、刀片电池等不同结构对电解液浸润路径和均匀性有影响,设计时需考虑电解液的流动和分布。
总结以下: 首先,浸润效果是材料特性、电解液性质和工艺参数共同作用的结果,需要系统性地分析和优化。在我们优化了策略之后,首先应通过拆解、观察(浸润面积、深度)、电化学测试(界面阻抗、倍率性能、首次充放电效率)等手段诊断浸润不良的程度和原因。重点:真空注液和加热浸润通常是成本相对较低、见效较快的方案,应优先考虑。