
卷绕与叠片工艺的全方位对比与演进路径
锂电行业同行都知道“卷绕(Winding)”与“叠片(Stacking)”工艺之争是近年来动力电池与储能领域最核心的话题之一。随着高镍三元、磷酸铁锂“长薄化”以及固态电池的演进,这两者已不再单纯是制造方式的区别,而是直接决定了电池的能量密度、倍率性能及安全性。
1.卷绕与叠片工艺对比
在锂电池的中道工序中,电芯装配工艺是决定电池物理形态与电化学表现的关键。卷绕工艺凭借其极高的生产效率,在过去二十年间统治了圆柱及方壳电芯市场;而叠片工艺则伴随着软包电池与“大刀片”电池的兴起,展现出在高能量密度与大功率场景下的先天优势。
卷绕工艺(Winding Process)卷绕是将正极片、负极片及隔膜通过卷绕机连续卷成椭圆柱体或圆柱体的过程。核心流程: 分切 – 极耳焊接 – 卷绕 – 入壳 – 极耳折弯。物理特征:极片在卷绕过程中处于弯曲受力状态,尤其是“R角”处存在明显的应力集中。
叠片工艺(Stacking Process)叠片是将正极、负极切成小片,与隔膜交替堆叠在一起。核心流程:模切(激光或机械) – 叠片(Z字型、摇摆式、热复合) – 极耳切并焊。物理特征:极片呈平整堆叠状态,界面平压均匀,无弯曲应力。
2.卷绕与叠片核心性能指标对比
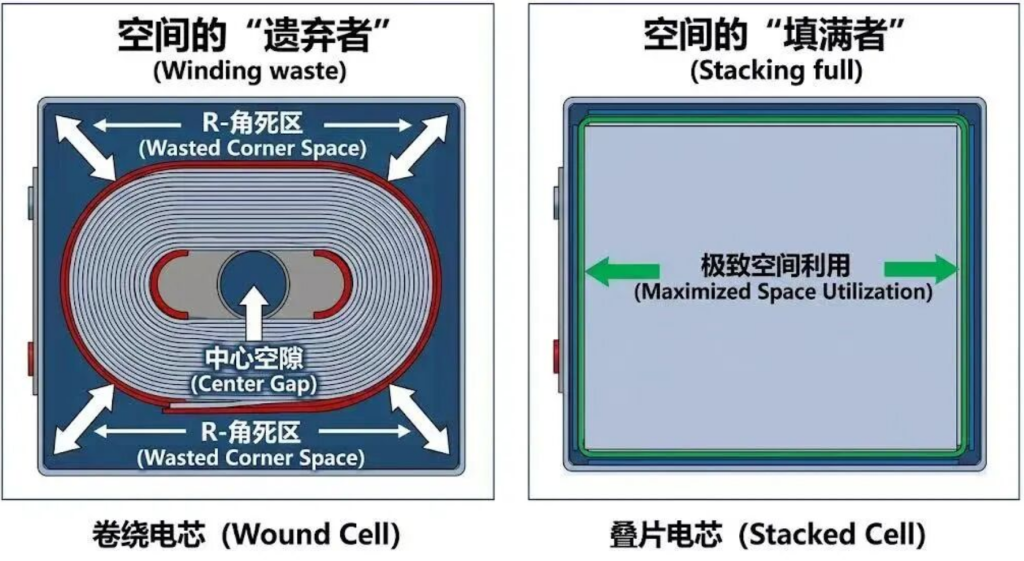
能量密度(体积利用率)卷绕:在方形壳体中,卷绕电芯的四个拐角(R角)必然存在空间浪费。此外,为了防止极片断裂,卷心通常留有一定的空隙。叠片:能够完全填满方形或长条形壳体的空间。在相同体积下,叠片工艺的体积能量密度通常比卷绕高出5%-10%。
倍率性能与内阻卷绕: 极耳通常位于极片的一端或两端,电流在极片长方向上路径较长,导致焦耳热分布不均。叠片:相当于几十个小极片并联。每个极片都可以引出极耳并焊接在一起,大幅缩短了电子传输路径,降低了内阻(DCR)。在高倍率充放电下,叠片电池的发热量更小,温升更均匀。
循环寿命与安全性卷绕:致命弱点在于应力分布不均。在充放电膨胀过程中,卷绕弯曲处的受力与平直处不同,极易导致涂层脱落或产生褶皱,进而诱发析锂。叠片:受力均匀,极片在膨胀时能够保持平整,避免了应力诱发的界面损坏。因此,叠片电池在长循环后的容量保持率通常优于卷绕电池。
卷绕重在动态张力与几何形态控制;叠片难在静态高精度定位与分切质量,工艺窗口更苛刻。
3.工艺难点对比
卷绕工艺:
- 张力动态平衡:不同材料 (铝箔/铜箔/隔膜) 弹性模量差异大,张力不均易导致极片褶皱、隔膜偏移;卷绕过程中卷径增大,需实时调整张力,防止内层过紧外层过松。
- R角问题: R角应力集中,充放电时膨胀收缩不均,易产生”S”变形,长期循环导致析锂与寿命衰减。
叠片工艺:
- 极耳焊接:叠片电芯拥有几十层极耳,焊接时对超声波焊接机的功率一致性要求极高,一旦层数过多,底层极耳极易虚焊。
- 粉尘控制:叠片工艺涉及大量的切片动作。无论是机械刀模还是激光模切,产生的毛刺和金属粉尘都是电芯自放电和短路的隐患。
4.行业趋势
过去,叠片工艺主要用于高端软包电池(如宁德时代、LG为乘用车配套的产品)。但随着长薄化电芯(如比亚迪刀片电池、蜂巢能源短刀电池)的出现,叠片工艺正迎来爆发。