
LFP磷酸铁锂离子电池搁置产气的工艺改进
本文作者以软包装锂离子电池为研究对象,对电池的搁置产气问题进行研究,调整电池分容下线时的状态,以期找到既能筛选出自放电不良品,又能增强电池搁置稳定性的方案。
1 实验
1.1 软包装锂离子电池的制备
以138210叠片软包装锂离子电池为研究对象。正极24层、负极 25 层,正极活性物质为磷酸铁锂(9B 型,阜阳产),负极活性物质为石墨(GS 型,黔西南州产)。
辅材包括:(12+4) μm陶瓷隔膜,导电剂导电炭黑Super P;黏结剂聚偏氟乙烯PVDF;电解液1mol/L LiPF6/ EC+DMC+DEC。
正极按m(活性物质主材)∶m(导电剂)∶m(黏结剂)=93∶ 5∶2混料,负极按m(活性物质主材)∶m(导电剂)∶m(黏结剂)=94.0∶2.5∶3.5混料。 正负极浆料制备完成后,转移至涂布机均匀涂布,正极双面涂布于(12+1+1)μm 涂炭铝箔上,面密度为400g/m2,负极双面涂布于6μm厚的铜箔上,面密度为197g/m2,再在烘箱中95℃干燥,以8MPa压力辊压机辊压,正极厚度为171μm,负极厚度为127μm,经分条机一出二分条,以及模切机对正、负极进行分条。正极模切尺寸为188mm×132mm,活性物质质量为9.9g,负极模切尺寸为192mm×134mm,活性物质质量为 5.1g,极耳均为30mm。
将制备完成的极片发料至装配工段,采用叠片工艺制成卷芯,一封烘烤合格后,注液静置,经历二封、化成、静置、分容、老化等工序后,完成25Ah软包装锂离子电池的生产。
1.2 实验样品的制作
用电池化成柜进行化成,用电池分容柜进行分容,用电池充放电柜进行充放电。
样品1号。 即基准组电池。 其化成工步为:以0.01C恒流充电3h,再以0.10C充电3h。 分容工步为:以0.50C恒流充电至3.65V,转恒压充电至0.04 C,再依次以1.00C放电至2.50V,0.20C放电至2.00V,0.04C放电至2.00V,最后,以0.04C充电至3.00V,容量要求至少为25Ah。
样品2号。 基准组电池恒流充电至30% SOC。样品3号。基准组电池先恒流-恒压充电,直至充满,再以0.50C放电至2.50V。样品4号。 基准组电池先恒流-恒压充电,直至充满,再依次以0.50C放电至2.50V,0.10C放电至2.00V。样品5号。基准组电池先恒流-恒压充电,直至充满,再依次0.50C放电至2.50V,0.10C放电至1.50V。样品2~5号均为化成分容完成后的同批电池。
样品6号。在化成工步完成后,恒流-恒压充满电,0.50C放电至2.50V,再以0.50C充电40min截止,分容与基准组一致。
样品7-1号~7-6号。 同批样品1号电池化成分容完成后,分别以0.01C充电至3.04V、3.08V、3.12V、3.14V、3.18V和3.22V。以上所有工步,充电和放电之间静置30min。
1.3 搁置电池电压及体积测试
将调节状态后的电池放入60℃ 恒温烘箱中搁置,并分别在搁置开始、7d、30d、60d和90d后记录下电池的电压、体积。
1.4 材料分析及电化学性能测试
样品1号和样品7-6号在高温60℃下搁置90d后,在环境温度(25±5)℃ 、-40℃露点的条件下解剖,用 扫描电子显微镜对负极片进行形貌分析。
样品1号和样品7-6号在高温60℃下搁置90d后,在电化学测试仪上进行电化学阻抗谱
测试,使用气相色谱-质谱(GC-MS)联用仪测试气体成分。
样品1号和样品7-6号在高温60℃下搁置90d 后,于室温下恒流-恒压充电至3.65V,置于60℃恒温箱中搁置7d,随后,在室温下搁置16h达到热平衡,以1.00C放电至2.50V,记录残余容量,再恒流-恒压充电至3.65V,然后以1.00C放电至2.50V,记录恢复容量。
样品1号和样品7-6号在高温60℃下搁置90d后,于环境温度(25±5)℃ 、-40℃露点的条件下在样品顶部打出穿口,排出气体,此时,电池质量减轻,质量亏损的部分用移液枪移取电解液注入电池来补足。电池的质量重新回到标准值后,用固化胶对穿口位置进行密封,待电解液充分浸润后,在电池测试系统上进行1.00C充放电测试,电压为2.50~3.65V。
2 结果与讨论
2.1 电池状态对存储效果的影响
为验证电池在不同条件下长期存储的稳定性,将样品1号~5号分别放入60℃恒温烘箱中搁置,在不同时间节点记录电池的电压、体积。各电池在60℃搁置90d过程中的体积变化见图1(a),电压差值见图1(b)。
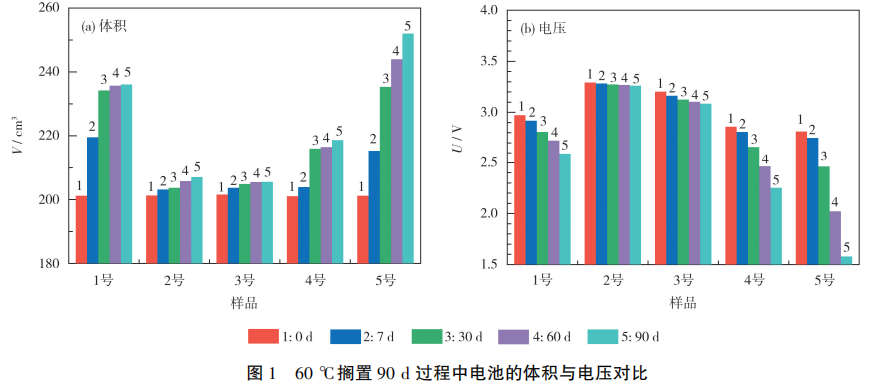
从图1(a)可知,搁置30d后,除样品5号外,其余样品的产气量增长幅度已趋于缓和,原因是放电至1.5V时,已超出电池的正常放电范围,导致负极遭到破坏,高温搁置时持续发生副反应并产气。对比第90d的数据,发现各样品出现不同程度的体积膨胀,其中:样品3号体积增加4.0cm3,膨胀率最小,为2.0%;样品2号体积增加5.8cm3,膨胀率为2.9%;样品 5号体积增加50.8cm3,膨胀率最大,达25.2%;样品1号为基准组,体积增加34.9cm3,膨胀率达17.3%。
从图1(b)可知,电池搁置90d前后,样品2号的电压降幅最小,为30mV;样品5号的电压降幅最大,为1233mV;样品1号为基准组,电压下降了379mV。结合电压和体积膨胀数据发现,5组电池压降与产气趋势基本一致:样品5号产气量最大,电压降幅最明显;样品3号产气量最小,但电压下降较快,存在过放电风险;样品2号产气量与样品3号接近,且电压下降最轻微。以上数据表明:搁置产气情况与开路电压关联较大。
在过放电前期,气体成分主要是负极SEI膜氧化分解产生的烷烃和烯烃类气体,产气量随电压降低而增加。在手套箱中对1号电池进行抽气处理,收集电池产生的气体并分析成分,发现在总气体中,CO2体积分数为70.62%,,H2为10.20%, CO为10.17%,C2H4为6.36%,其他烷烃烯烃类气体较少。说明电池在高温条件下,搁置产生的气体主要来自脱锂状态下负极侧SEI膜氧化分解后与电解液发生的副反应。
2.2 化成流程的改进与验证
样品1号和样品4号60℃搁置90d的初始开路电压与膨胀率见图2(a),样品1号与样品6号60℃搁置90d的体积变化对比见图2(b)、(c)。
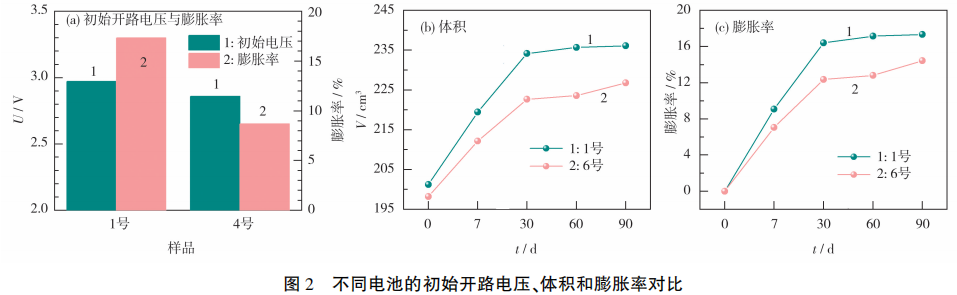
一般情况下,产气量随着电池开路电压的降低而升高,而在图2(a)中,样品1号虽然开路电压大于样品4号,但在60℃下搁置90d后的产气量更大,与规律不符,原因可能是样品4号重新进行了一次充放电,使SEI膜更加稳定。由此分析,分容时以0.04C小电流放电至2.00V的过程中,负极嵌锂度降低,可能损伤了SEI膜,而反充至3.00V无法修复此损伤,SEI膜的受损劣化了电池搁置性能,使得电池在高温搁置条件下产气。基于以上推论,在常规的化成步骤外,增加充放电流程,制得样品6号。新增的流程旨在提高分容前SEI膜的稳定性,以抵抗小电流深度放电对电池造成的损伤。
在60℃下存储7d后,样品6号的体积增量为14.0cm3,样品1号的体积增量为18.3cm3,二者相差4.3cm3,90d后,差值进一步增大至6.3cm3。这一结果表明,化成阶段增加的充放电流程在一定程度上提高了SEI膜稳定性,使电池产气量略有下降,但仍无法抹平分容小电流深度放电造成的损伤。
2.3 分容流程的改进与验证
为缓解极化现象带来的负面影响,保证电池分容数据的可靠,电池分容过程不可避免地要设置小电流深度放电步骤。对上述实验中化成步骤的改进,虽然加固了SEI膜的稳定性,在一定程度上抑制了产气,但仍无法从根源上解决搁置稳定性不佳的问题,因此,要对分容流程小电流放电后的工步进行改进。分容流程的优化,需满足以下3点要求:①优化后,电池搁置产气量更低,性能更好;②工艺契合度高;③保证老化过程中自放电不良品的筛出率。
从图1可知,样品2号电池的综合性能最优,为验证2号样品流程的实际应用情况,在产线分别批量进行样品1号和样品2号的分容。在相同的老化方案下,不同电池电压差实验结果如图3(a)、(b)所示,对样品2号电池进行0.01C小电流充电测试,充电曲线见图3(c)。
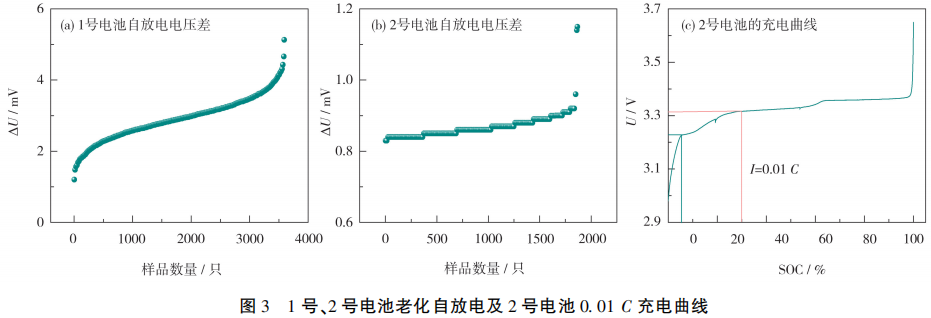
从图3(a)、(b)可知,与样品1号相比,样品2号的电压差分布离散程度小,无法有效筛选自放电不良电池。从图3(c) 可知,离散程度小的原因在于,样品2号开路电压处于平台区间,电池自放电过程中电压较稳定。电压小于3.22V时,随SOC变化率明显增大,推测电芯在此电压区间内存在既能保证不良品筛出率,又能稳定存储的SOC。
增加对样品7-1号~7-6 号进行高温搁置电压梯度实验设计,以期获得更好的电芯筛选优化方案。样品7-1号~7-6号在60℃下高温搁置过程中的体积增加实验数据见图4(a)、(b);样品7-6号老化电压差实验结果见图4(c)。
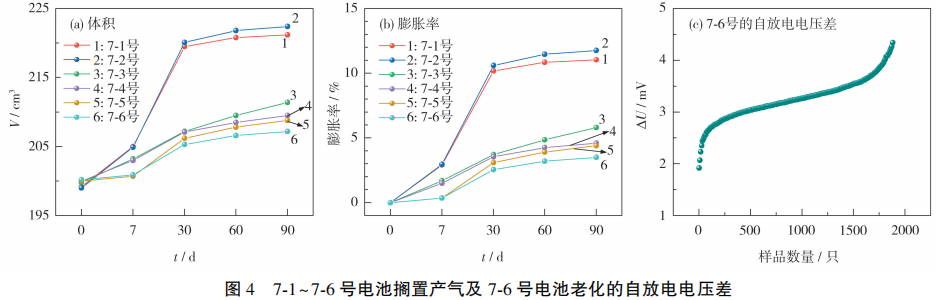
从图4(a)、(b)可知,7-6号实验电池搁置90d后的体积膨胀率最低,仅为3.5%,说明此分容方案能较好地抑制气体产生,具有最佳的搁置稳定性。从图4(c)可知,样品76号的压差分布存在良好的离散区间,能够满足自放电不良品的筛出要求。
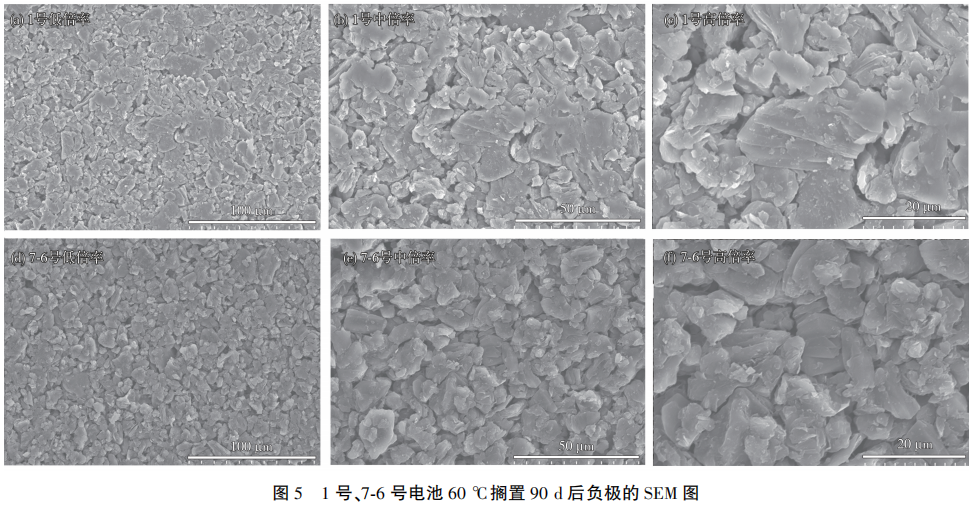
2.4 形貌观察
用扫描电镜观察1号、7-6号两种电池高温60℃搁置90d后的石墨负极界面情况,结果见图5。从图5(a) -( c)可知,石墨负极颗粒大小不一并存在明显粘连现象,有大量的细小白色颗粒分散在石墨表面,表明石墨的损伤严重。 从图5(d)-(f)可知,石墨表面光滑,颗粒完整度高,大小均匀,表面无细小颗粒的粘连。
2.5 性能对比
为验证样品7-6号所用的分容方案对电池性能的影响,选取已在60℃下搁置90d后样品1号和样品7-6号电池,进行60℃ 7d满电储存实验,并记录7d后的容量残余率和容量恢复率,结果见图6。从图6可知,样品1号电池的容量残余率为95.0%,容量恢复率为94.5%,样品7-6号电池的容量残余率为95.8%,容量恢复率为95.9%。
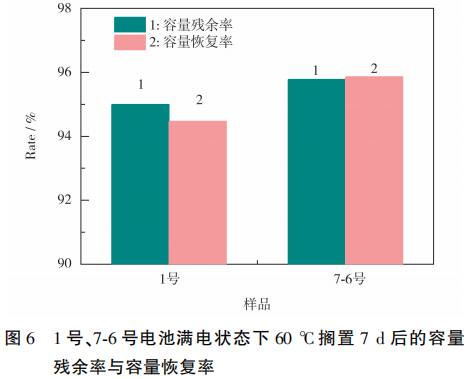
一般而言,存储7d后电池的容量恢复率的数值会高于容量残余率的数值。从图6可知,样品1号电池的容量恢复率比容量残余率低了1.5个百分点,且两个指标均低于样品7-6号的。 原因在于样品1号产生了大量气体,重新充放电后,CO2气体在负极被还原,活性Li+重新修复SEI膜,导致电池整体容量进一步下降。
结合形貌分析与容量保持率和容量恢复率数据可以认为:采用3.22V分容反充截止电压,能较好地保护负极的结构稳定性,从而减少副反应的发生,提高电池的存储性能。
将高温搁置前后的电池统一调整至50% SOC,进行EIS测试,图7(a)为拟合等效电路,结果对比见图7(b),详细拟合结果见表1,其中:RΩ为电池欧姆阻抗;RSEI为电池SEI膜产生的阻抗;Rct为电荷转移阻抗;RW为扩散阻抗。半圆高频区对应SEI膜阻抗和电荷转移阻抗,倾斜的低频区对应电池的扩散阻抗。
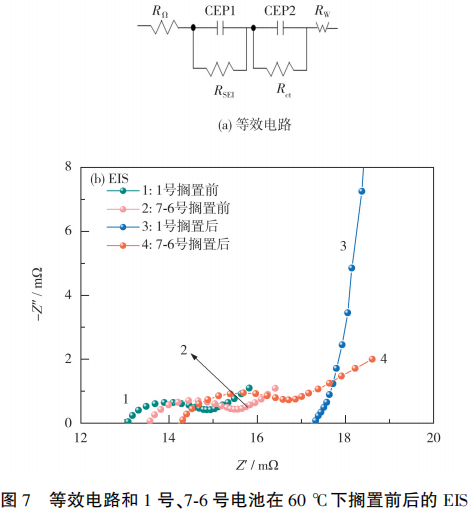
与正常电池相比,样品1号高温搁置后的RΩ 、Rct、RW明显增加,其中,RW增加最为明显。原因是样品1号高温搁置后,负极发生的副反应消耗了大量电解液,产生大量气体,导致负极活性材料损失严重。RΩ随着电池产气量的增大而增加,表明Li+在正负极、电解液、集流体和隔膜等界面的传输阻力增加。
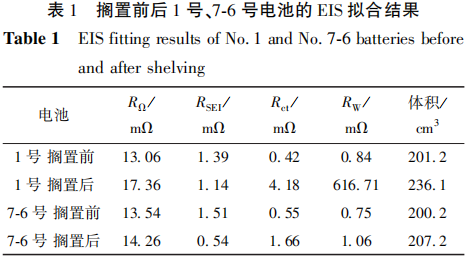
Rct的增加则是由于负极SEI膜在高温搁置过程中破裂重组,Li+损失严重,电荷转移更加困难所致。与之相对的,样品7-6号高温搁置后的 RSEI降低明显,Rct 增加。 可能是由于 SEI 膜处于有机层损失状态,使 Li+和石墨之间的电荷转移能垒增加,但这种损失状态并不会使界面发生剧烈的副反应。RW 增加较少,说明石墨结构保持良好,与 SEM 观察的情况基本一致。
为进一步验证改进分容方案后电池的循环性能,对在60℃下搁置后的样品1号电池进行排气补液处理,并在45℃下搁置1d,待浸润充分后与样品7-6号共同进行循环实验,结果如图8所示。
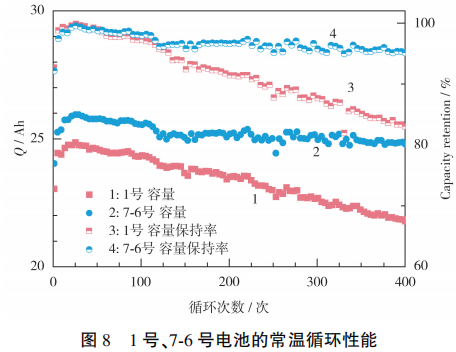
从图8可知:样品1号和样品7-6号在循环前期均出现了爬坡现象;第125次循环时,样品1号稳定性明显下降;第400次循环时,样品7-6号的容量保持率仍有95.3%,而样品1号的容量保持率仅有83.1%。SEM及EIS分析结果表明,样品1号高温搁置后负极石墨受到不可逆的损伤,结构稳定性下降,也是导致样品1号循环性能下降的原因。与之相对的,样品7-6号的负极更加稳定,高温下界面未发生剧烈副反应,循环性能更好。
3 结论
软包装锂离子电池长期搁置产气的问题,可通过改进分容工艺来应对,为分容后的电池增加新的工步:以0.01C充电至3.22V。下线的138210叠片软包装锂离子电池在60℃下搁置90d后,体积增加量仅为7.0cm3,低于基准组的34.9cm3。产气量、SEM与EIS分析均证明,优化后的产品在经历高温搁置后仍能维持良好的负极界面,60℃ 7d满电储存实验中,容量恢复率可达95.9%;常温下,以0.50C充电至3.65V、1.00C放电至2.50V循环400次,容量保持率为95.3%,优于基准组。该方案不仅能提高电池的搁置性能,减少长期搁置或高温搁置下的产气量,还能满足产线对自放电不良品的筛分需要,减少电池在出货前因搁置导致的安全隐患及电池返工等问题的发生。