
Busbar焊接白孔&黑孔的尺寸和过流能力分析报告
一、背景
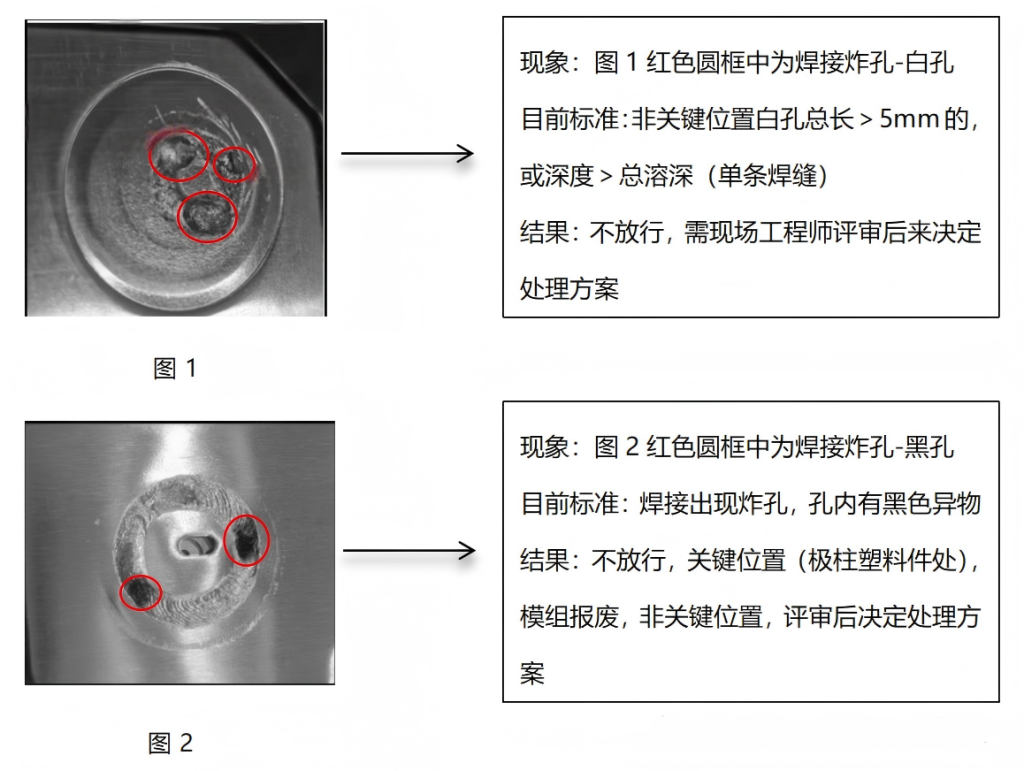
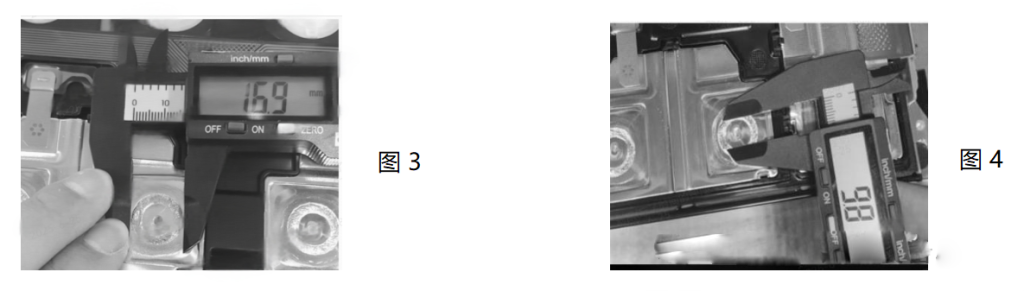
Busbar铝巴焊接过程中,常见质量异常为焊接白孔和黑孔,此类质量异常容易导致模组/PACK报废,针对于此类质量问题,我们做了白孔/黑孔长宽深尺寸细化工作。
二、现状
三、激光焊接特殊特性介绍

过流要求250A,过流系数为5A/mm²;过流面积为250/5=50mm²。
只有实际焊缝面积>50mm²,即可满足过流要求。
四、过流面积计算方法
说明:以图3和图4的焊接焊缝为例:铝巴焊接一个圆环,直径为(16.9+9.8)÷2=13.35mm。
圆环的周长L取外环和内环的中值:L=πD=3.15*13.35=41.919mm。
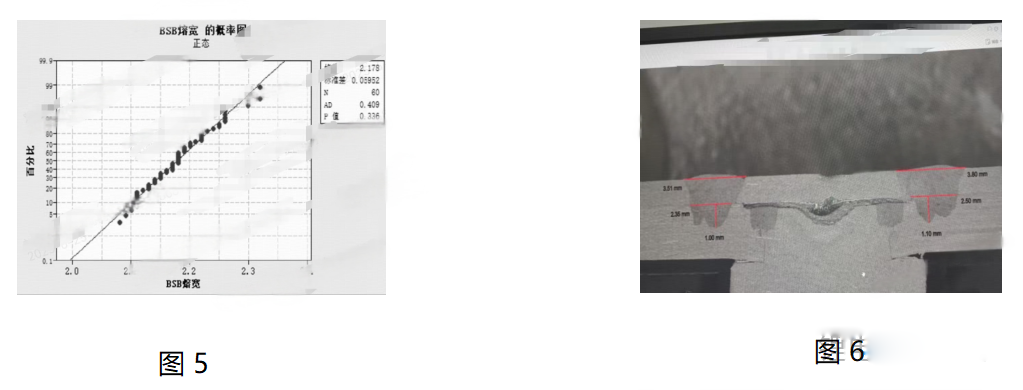
通过图5和图6,可以得出焊接的平均熔宽为2.178mm;
圆环的过流面积S=L*2.178=91.299mm²;
按照CP的过流要求,50mm²就可以满足要求,那么在平均熔宽为2.178mm下,圆弧长度L1=50/2.178=22.9mm;
当圆弧长度>L1,就可以满足焊接要求。
CP要求熔宽下限值为1.7mm,如果在此条件下,圆弧长度为:
L2=50/1.7=29.4mm,就可以满足焊接要求。