
(电池粉料)手动压片制样不好脱模问题汇总
手动液压制样机也叫手动压片机,俗称打饼器。手动液压制样机包括制样模具、液压表、手摇千斤顶以及机身等,如图1所示。市面常用手动液压制样机有5T、10T和30T等量程范围。
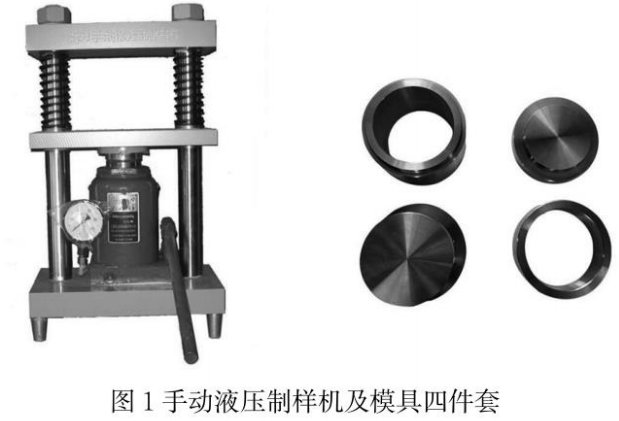
模具是手动液压制样机的主要工作元件,通常一副模具包括上冲、中模、下冲和顶出模四个零件,上下冲的结构相似,其冲头直径也相等,上、下冲的冲头直径和中模的模孔相配合,可以在中模孔中自由上下滑动,但不会存在可以泄漏陶粉料的间隙。
顶出时将上冲头、中模、试样、下冲头倒过来,将顶出模放置在中模和下冲头之间,轻压脱模。除了四件套,市面上还有一种三件套,就是将下冲头与顶出(凹)模设计为一体的,顶出时将下冲头倒过来,顶出(凹)模内径大于中模内径,轻轻给力上冲头,试样就落入顶出凹模内。
针对某实验室手动液压制样机频繁卡模,新买一套模具没用多久就出现卡模情况,我们认为卡模原因颇为复杂,总起来说有四种原因,即粉料、模具、机身和操作者,下文逐一分析之。
2 分析与讨论
2.1 粉料
粉料原因主要有以下几点:
1) 粉料水分过低或水分过高
粉料泥浆细度不够(指球磨泥浆细度不够,要求泥浆全部通过250目筛)、粉料的筒压强度(或压缩比)、粉料的堆积密度低都会影响成型质量和卡模。
粉料水分对粉料成型的影响也至关重要,所谓成型其实也是传力和传质的过程,在压制过程中,部分气相和液相排除,固相颗粒之间距离缩短,颗粒与颗粒之间依靠范德华力保持一定形状和物料性状,譬如密度、致密度、针密度、抗弯曲能力、抗压能力等。粉料水分低,假性颗粒筒压强度低、粉料压缩比大、粉料堆积密度低、粉料中气相比例大、就增加了成型排气和传动压力难度,缺乏液相的清润,范德华力难以形成,粘结力差,试验强度差、容易分层。成型时,假性颗粒也容易在摩擦力作用下被研细,细粉极易伴随气相进人模具间隙,造成卡模。
粉料水分高,只有部分物料水分才能对颗粒界面进行浸润,浸润水分多少与颗粒粒径、颗粒表面微观结构有关,超过浸润水分饱和值的分水在成型时会成为游离水,当成型压力大于游离水与颗粒之间的毛细现象的范德华力时,水就在压力作用下,产生对流即外排。水份通过模具间隙排除,会影响气体排除,同时由于液相中多多少少会有固相,也会造成间隙堵塞,卡模。
对于以上两种情况,假如粉料泥浆细度不够,不仅会卡模,而且会因为粗硬颗粒的出现而导致模具受损,报废。
2) 粉料颗粒过细。
所谓成型就是通过压力使得粉料颗粒之间距离缩短,空隙减少,多余空气排除,提高致密度和强度的工艺过程,所以要有足够的时间和空隙使得空气排出,如果模具制造过程中,上下模模芯与内衬板(中模筒内壁)的间隙过小,使气体逸出困难而滞留在坏体中,造成坏体分层,一般要求模具冲头与中模内壁的间隙在0.06-0.12mm之间,如果间隙超过0.12mm,就需要提高颗粒直径,如果间隙低于0.06mm,就会导致排气不顺畅、不充分而影响成型制度和成型质量,导致分层或无法成型。
反过来讲,如果粉料细粉多,就会导致出现飞边、分层等缺陷,细粉流人模具间歇,轻则飞边,重则会导致卡模,尤其是粉料泥浆细度不够的真实颗粒,对模具的危害更大,石英颗粒硬度高,很容易划伤模具,导致模具直接报废。
3) 粉料流动性差与摆料工艺
粉料流动性一般用休止角或堆积高度来测量,休止角越小、堆积高度越低,粉料流动性越好。摆平粉料显得非常重要,因为粉料摆得是否平,是否均匀,就会影响上冲头与中模筒的对中性,略有差异就会偏心,就会造成制样失败,致密度不均匀,甚至卡模,损坏模具。要想将粉料摆平,先决条件是粉料流动性好,其次是操作规范,能利用臂力、速度和频率借力粉料,桌面一定要水平,手眼一致,摆动时用巧力达到粉料流平、抖匀目的。
2.2 模具
模具原因也有三种。
1) 模具材料
模具的使用寿命与材质有关,与是否做过热处理等诸多因素有关。粉料压片模具使用的材料一般分为钢材和特种陶瓷,粉料压片模具作为冷冲压模具,应该使用冷作模具钢作为其材料。冷作模具钢包括从各种碳素工具钢、合金工具钢、高速工具钢到粉末高速工具钢和粉末高合金模具钢。冷作模具钢具是真空脱气精炼钢,内质纯净,机械加工性良好,切削明显提高,淬透性良好,空冷淬硬不易出现淬裂,耐磨性极为优异,韧性良好,可广泛应用于各种压片模具。国产模具最常见的合金钢材料为:GCr15,Cr12MoV,CrWuMn,9Mn2V,9CrSi。
通过对多种压片机磨具进行成分分析、硬度测试、金相检验和断口形貌显微分析,硬度偏低是模具失效的主要原因,而硬度低除了与材料质量有关,还与热处理有关。综合各种研究表明,压片模具冲头硬度应在HRC55~60,其中HRC58~59最佳,低于56HRC容易卷边和崩裂,中模硬度应在HRC61~65。
2) 模具设计与加工。
由于应用领域和使用要求不同,压片模具在设计、材料、加工、价格等方面存在较大差异。
压片模具的加工过程包括:①下料:锻压或氧气切割,制成模具毛坏,锻压可以使碳化物组成均匀,可提高模具的韧性,减少模具破损。锻压造成的内应力以及气割的热影响区可能造成局部脱碳,从而使以后的渗碳不均匀,所以经过锻压或氧气切割的模具毛坏一般都要经过退火处理;②机械切削加工:粗刨,插端面,铣凹面、背纹,磨削平面,手工抛光;③热处理:渗碳,渗氮,渗硼或者碳、氮、硼三元共渗。以提高模具的表面硬度、耐磨性、耐蚀性等;④检验装配。
压片模具的加工精度直接影响制品质量。所以,在加工过程中,每件零件都需经过平面磨床加工,对配合面与成型面的不平行度,不垂直度和表面光洁度均作要求。不平行度控制在0.02以下,不垂直度控制在0.03以下,冲头、中模成型工作面粗糙度控制在Ra0.4,中模外径面和中模高两端面粗糙度控制在Ra0.8,冲头对冲身同轴度、中模内径对外圆同轴度、中模两端面对内孔垂直度精度等级均应达到8级。
3) 模具使用和养护。
压片模具一定要正确包装、运输、存放和使用。将研细烘干后的试样粉末均匀地撒在模具的下冲头上,手压并旋转上冲头使试样粉末均匀并铺平。将整套模具放在手动液压制样机工作台中心。给千斤顶加压,轻压,慢慢释放,继续加压到额定工作压力(切记压力不要超过工作压力),保压(保持压力1-2min即可),卸压(卸压要慢)取模、加压脱模。压片模具使用前用酒精清除上下压头光面之间的油污,模具使用后将整套清洗干净,并涂上油或凡士林置于干燥器内保存,以免锈蚀。
为了保证模具的正常使用,请使用者严格按照压片模具使用说明操作:每一次使用后,须将模具部件上及压头上粘挂的粉末清除掉,如果清洗的不干净,可能造成使用中压头卡死。一般被压制物品都有一定的腐蚀性,不及时的清除干净,可能造成模具表面生锈,易造成压头装偏,损坏模具。如长期不使用,须将模具清洗干净,涂防护油放人干燥器中。压片模具是手动液压制样机专用精密仪器,不得用于其他压力机器成型,更不得用于砸击类器具。卡模后,应由专门加工厂维修、校验,不得用硬质铁锤、强力拉拔机具拉拔,粗暴维修作业对压片模具进行二次破坏。
2.3 机身
机身原因也有几种1) 立柱不垂直、不光滑;立柱加工和安装精度也要满足机加工要求,譬如立柱本身的等轴度、平行度、平直度、加工面的粗糙地、与梁的垂直度等,都影响动梁的运动。动梁滑动轴承,密封,也选择耐磨轴瓦、润滑油孔等。
2) 梁的加工、安装质量厚:动梁、固定梁厚度不均匀。上下平面不平行,动梁与固定梁之间的工作面不平行,支撑液压千斤顶的地梁厚度不均匀,地脚不平衡,不水平,地基软、不平整、光滑,地梁没有调水平,都会影响机器的工作环境。地梁与动梁不平行,就会损坏动梁、液压千斤顶、以及立柱。动梁与固定梁不平行,或者梁上下面不平行,就会损坏压片磨具、立柱、动梁轴瓦、恢复弹簧等。工作面不水平、不平整、光滑,就会导致机器加压工作时倾斜、倾倒损坏机器,危及人的生命安全。
2.4 操作者
操作者也是至关重要,操作出现以下违规作业情况,会导致卡模。1)不能违规使用超过使用压力范围的液压千斤顶。2)不能违规使用自动液压缸或液压机替代液压千斤顶或手动液压制样机。3)制样前后,要认真检查手动液压制样机模具质量情况,用干布擦干净模具上粘的粉料、灰尘。4)手动制样时,要掌握好节奏,眼、耳、手、心要专注、协调,用心感触细微变化,准确判断情况,及时止损止卡。5)手动制样时,要轻拿轻放,既要小心模具掉落砸伤,也要保证不因为模具掉落而损坏模具及其他设施。6)手动制样时,要按照标准计量粉料,杜绝使用粉料水分、颗粒度、流动性、筒压强度、堆积密度等工艺不合格的粉料打饼。7)模具生锈影响模具表面光洁度。长期不用的模具要做好清洁、干燥、防锈处理,避免生锈导致间隙变化,影响模具使用。