
氟代电解液提升高能量密度电池的安全性能
电芯的热失控过程主要分为3个阶段:在100℃左右,首先是负极固体电解质相界面(SEI)膜及负极界面与电解液反应加剧;150℃后,正极进一步分解,释放线性氧O-;在200℃后,热量积累到一定程度,隔膜分解、电解液燃烧。
在电解液端提升电池的热稳定性能,对整个化学体系而言十分重要。对电解液而言,主要是可以确保自身的高热稳定性;其次是可以减少与负极界面的放热反应;最后是可以减少与正极界面的放热反应。电解液常用的溶剂,如碳酸甲乙酯(EMC)、碳酸二甲酯(DMC)和碳酸二乙酯(DEC)等都是极易燃烧的溶剂;而氟代溶剂——氟代碳酸乙烯酯(FEC)、甲基三氟乙基碳酸(FEMC)可以实现不燃烧,且具备较高的介电常数,参与溶剂化过程。氟代添加剂——FEC、二氟草酸硼酸锂(LiDFOB)、乙氧基(五氟)环三磷(PFPN)和二氟磷酸锂(LiDFP)也可在正负极界面成膜,保护界面。 这些添加剂仅作为正负极界面使用,可提升界面稳定性,减少副反应,提升循环性能、存储寿命,没有结合氟代溶剂使用去提升整个化学体系的热稳定性。
本文作者通过氟代溶剂联用、锂盐复合选择,以及添加一些氟代添加剂,从电解液的方向,提升高镍正极、硅负极体系全电池的热性能。
1 实验
1.1 电解液配制
实验采用未注液的干电芯(自制),尺寸为长130mm×宽50mm×厚5mm。采用高镍三元NCM811正极材料/硅石墨复合负极材料体系,电芯设计容量3Ah,实验前铝塑膜密封状态,水分低于0.02%。 电解液原料配方见表1。分别对比氟代溶剂取代EC、EMC、DEC以及氟代添加剂的作用。
1.2 电池装配与测试
主要实验设备具体参数见表2。
电解液的燃烧测试方法如图1所示。取2g电解液放入扣式电池的钢壳内,用喷火枪进行喷火燃烧测试,观察电解液是否燃烧。燃烧的电解液,记录燃烧前后的质量,计算燃烧速率。取10g电解液,进行电导率、黏度的测试。
制作电池:按照设计的标准容量2.3Ah,使用10mL注射器手动注液7.5g,并进行真空预封装。封装完成后,在45℃下搁置12h。搁置完成后,在45℃下以0.2MPa的压力上夹板,进行化成。
充电(化成)步骤为:搁置5min,0.05C恒流充电至3.00V,搁置5min,0.10C恒流充电至3.40V,搁置5min,0.20C恒流充电至3.85V,转恒压充电至0.05C。化成完成后,在45℃下高温搁置48h,再进行-90kPa抽真空二次封装,最后进行分容。分容流程:0.50C恒流充电至4.20V,转恒压充电至0.05C,搁置5min,0.33C放电至2.80V,搁置5min,0.33C充电至3.70V,转恒压充电至0.05C,得到成品电芯。分容容量在平均值±0.05Ah。
交流阻抗(ACR)、开路电压(OCV)测试:采用内阻测试仪,将探针压在正负极耳处,读取ACR及OCV。直流阻抗(DCR)测试:0.33C恒流充电至4.20V,转恒压充电至0.05C,0.33C恒流放电至2.80V,得到容量,0.33C放电至50%荷电状态(SOC),以3.00C倍率放电30s,测试得到DCR。
耐热实验:将电芯以0.50C恒流充电至4.20V,搁置在温度仓内,以2℃/min的速率加热至130℃保温0.5h,再以2℃/min的速率加热至140℃保温0.5h,以此类推阶梯加热,直至温度达到180℃,保温0.5h后,停止加热。
循环测试:电芯上夹板,以300N进行测试,以1.00C恒流充电至4.20V,转恒压充电至0.05C,搁置15min,以1.00C放电至截止电压2.80V。
极片分析:将满电态4.20V电芯在干燥房内拆解,得到正、负极片,快速放入烧杯中,用DMC淹没浸泡3h之后,将极片在惰性气氛的手套箱中自然干燥,再密封。对正极片进行TEM分析;用差示扫描量热(DSC)法对负极片进行分析,升温速率2℃/min,截止温度为300℃。
2 结果与讨论
2.1 电解液物理化学性质
不同配方电解液的电导率、黏度及燃烧测试结果见表3。从表3可知,基础配方电导率最高,但会燃烧,燃烧速率达到6.5mg/s。1号配方相对于基础配方,采用LiPF6及LiFSI两种锂盐作为主盐,并加入了添加剂PFPN。此添加剂可作为一种阻燃添加剂,提升电解液的燃点,但会提高电解液黏度。用大量FEC取代EC,也会使黏度提升。
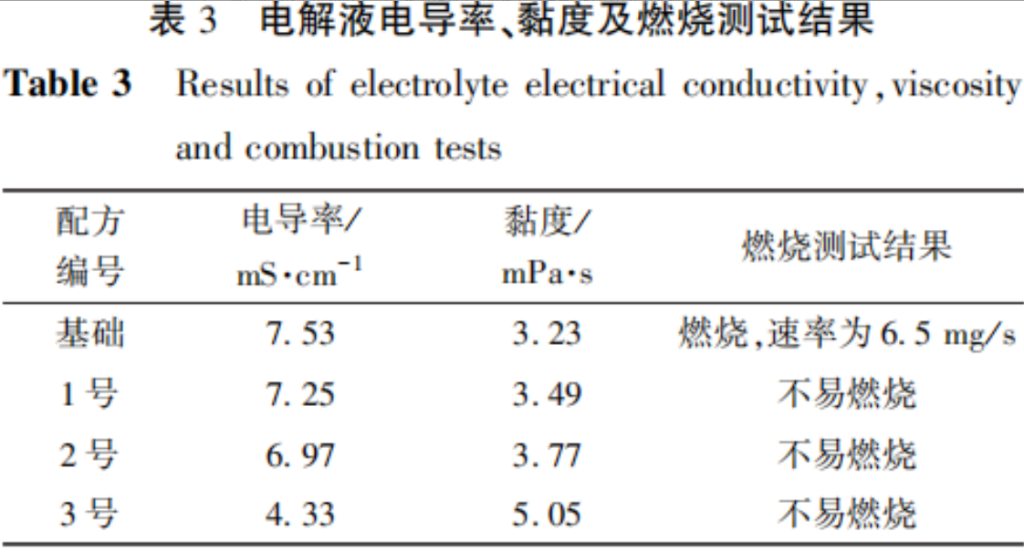
LiFSI的电导率较LiPF6高,易溶剂化,但由于腐蚀铝箔问题,不能单独使用,与LiPF6结合使用可弥补一定的电导率损失,且LiFSI的热稳定性比LiPF6高,高温下不会分解产生HF。1号配方整体上可提高电解液的燃点,电导率、黏度能维持与基础配方相对持平的状态。2号配方相对1号配方,进一步加入氟代成膜添加剂LiDFOB、LiDFP,黏度有所上升,电导率略微下降至6.97mS/cm。3号配方用FEMC取代EMC、DEC,整体黏度上升至5.05mPa·s,电导率维持在4.33mS/cm,可燃性与1号、2号一致,不易燃烧。
2.2 极片界面分析
取满充电后的正、负极片进行界面分析。对正极片进行TEM分析,对比3号配方与1号配方正极颗粒界面副反应程度;对负极片进行DSC测试,对比SEI膜分解温度差异。
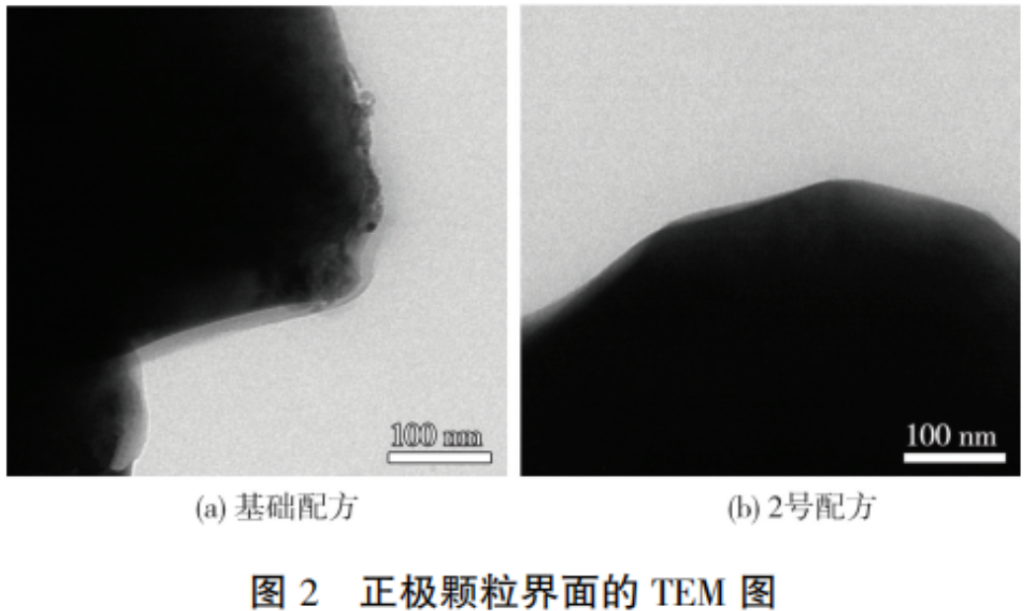
拆解后的正极界面TEM测试结果见图2。从图2可知:采用2号配方电解液的成品电池,满电正极界面光滑;而采用基础配方电解液的,正极界面有副反应产物堆积,界面粗糙。原因是,添加剂LiDFOB、LiDFP的加入,分别于3.3V、3.4V优先在正极界面成膜,保护正极界面,减缓满电态下正极界面相变释放线性氧,防止电解液进一步氧化。这表明,氟化电解液添加剂可提升正极材料的稳定性,减缓高温下的热分解反应及与电解液的放热反应。
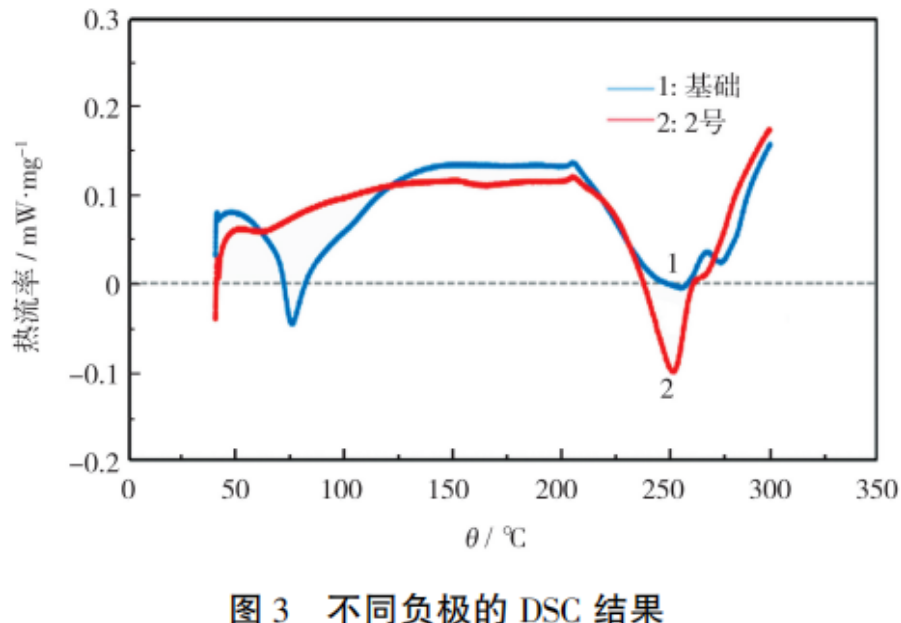
不同负极的DSC结果见图3。从图3可知:采用2号配方电解液的成品电池,满电负极在70~80℃的分解峰消失,而此峰主要是不稳定有机SEI膜分解产生的;采用基础配方电解液的,满电负极在此位置有较强的峰。这主要是因为2号电解液中的氟化添加剂LiDFOB、PFPN和LiDFP,可在负极界面形成大量稳定的无机膜物质LiF,有利于增加负极SEI膜的结构稳定性,并且提升界面的热稳定性,同时减少整个电池在热环境中分解释放的热量,增强电池的热稳定特性。
2.3 电池电化学性能
不同电解液制备的成品电芯的电化学基础特性见表4,电芯数量大于20只,取平均值。从表4可知,1号配方加入添加剂PFPN及优化锂盐组合方案LiPF6 、LiFSI,相对基础配方,对电芯容量的影响较小,ACR略微增加,可能是PFPN及FEC取代EC导致电解液黏度增加DCR略有降低,主要是因为FEC可在负极成膜,降低负极SEI界面阻抗。
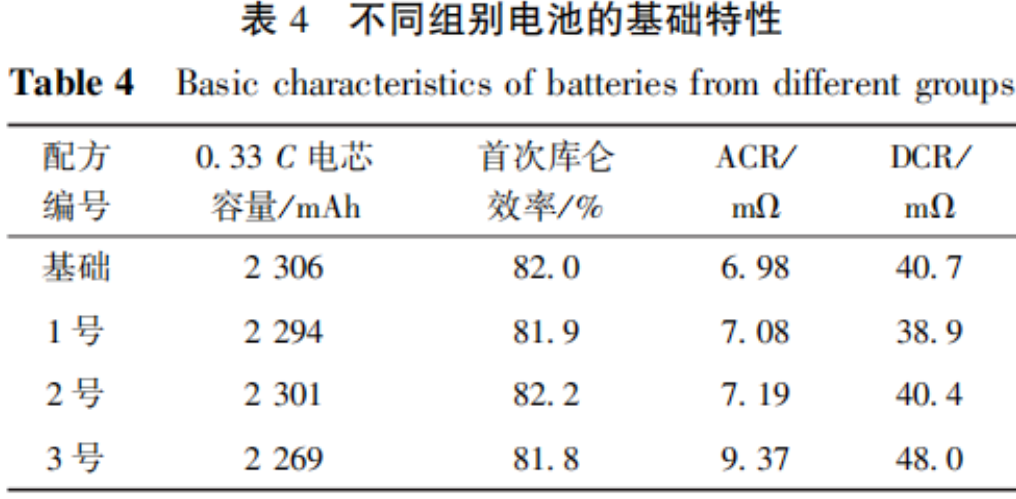
2号配方放电容量以及首次库仑效率与基础配方维持同等水平。ACR略有提升的原因主要是,添加剂LiDFOB及LiDFP会导致黏度增加,电解液欧姆电导率下降,DCR水平维持一致。3号配方的电芯,放电容量、首次库仑效率有所下降,ACR、DCR提升,主要是因为FEMC替代EMC会导致电解液黏度增加,电解液欧姆电导率下降,电芯极化增加。
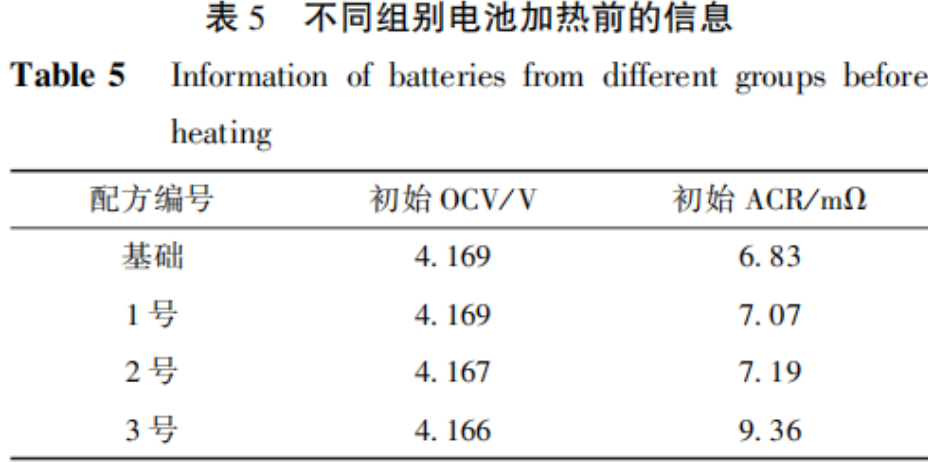
对几组电池进行耐热实验,并对每只电池进行温度监控,随着温箱环境温度提升,电池逐步达到失效温度点,发生热失控,不同组别的结果见表5、图4和图5。从表5、图4和图5可知,基础配方电解液的电芯,从室温加热到130℃保温0.5h后,未发生热失控,直至在160℃保温过程中,发生热失控,电池起火。
1号配方用FEC全部取代EC,可减少高镍正极催化EC分解的反应,利用LiFSI部分取代LiPF6,可提升锂盐的热稳定性,减少热环境下HF产生,破坏金属氧化物正极NCM的结构,且PFPN的加入,可以实现电解液高热稳定性,减少电解液燃烧热量,所以整体耐热实验结果相对基础配方可以提升10℃,直至170℃才出现热失控,且放热的最高温度有所降低。
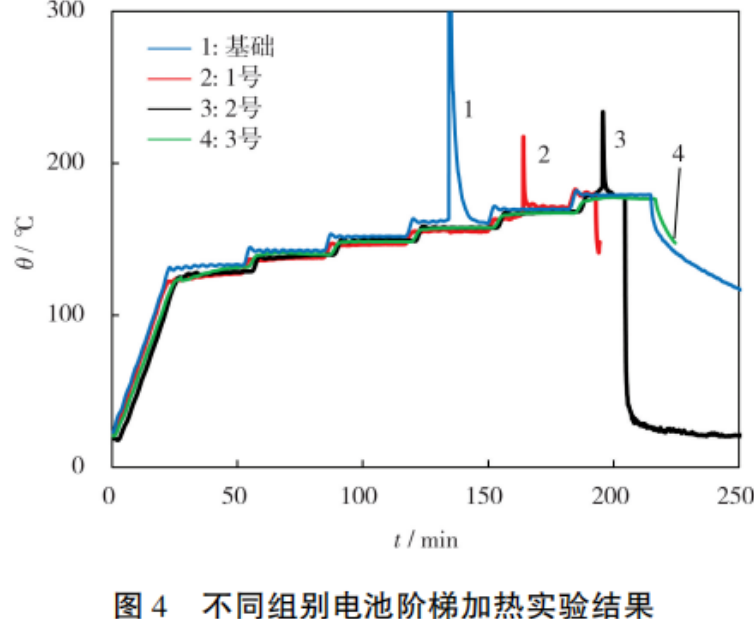
虽然电解液能实现不易燃烧,但电池是个系统,热失控主要由负极SEI膜分解促使产热,正极与电解液界面反应放热,直到整个电池系统完全热失控,正极材料结构崩塌。要想实现整个电池系统耐热性提升,电解液不仅要不易燃烧,还需要匹配正负极界面,实现界面热稳定性提升。2号配方加入的成膜添加剂,不仅能改善负极SEI膜的热稳定性,还能保护正极界面,减少线性氧释放,降低放热反应程度,因此,整体耐热实验结果相对1号配方,可再提升10℃,直至180℃才失效。
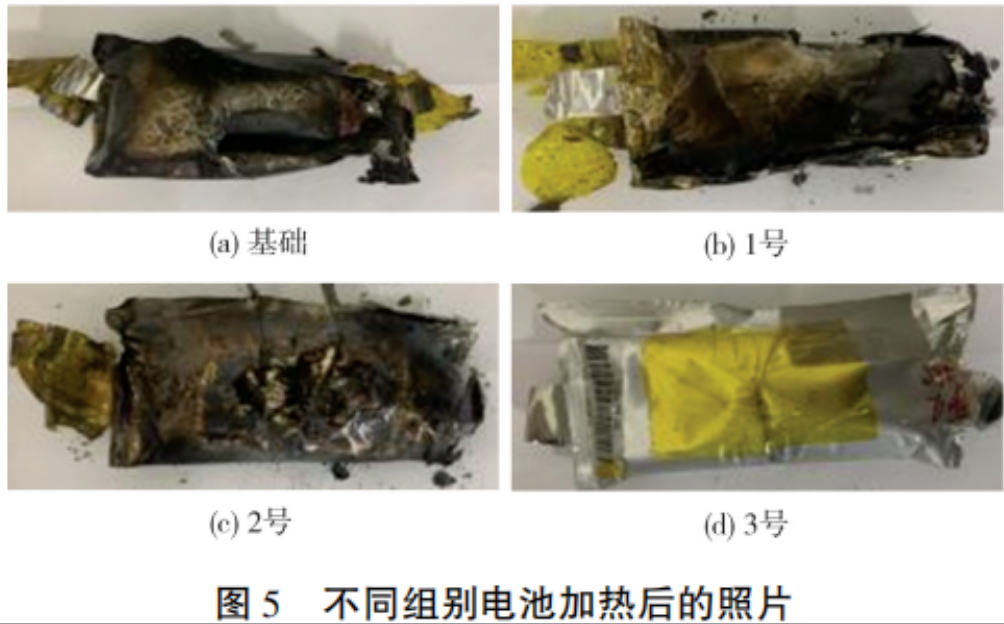
3号配方用不燃的FEMC替换电解液中所有线性可燃碳酸酯溶剂,整体耐热实验可通过180℃加热,保持30min无热失控,显示出全氟代电解液在电池热稳定性上的优势。
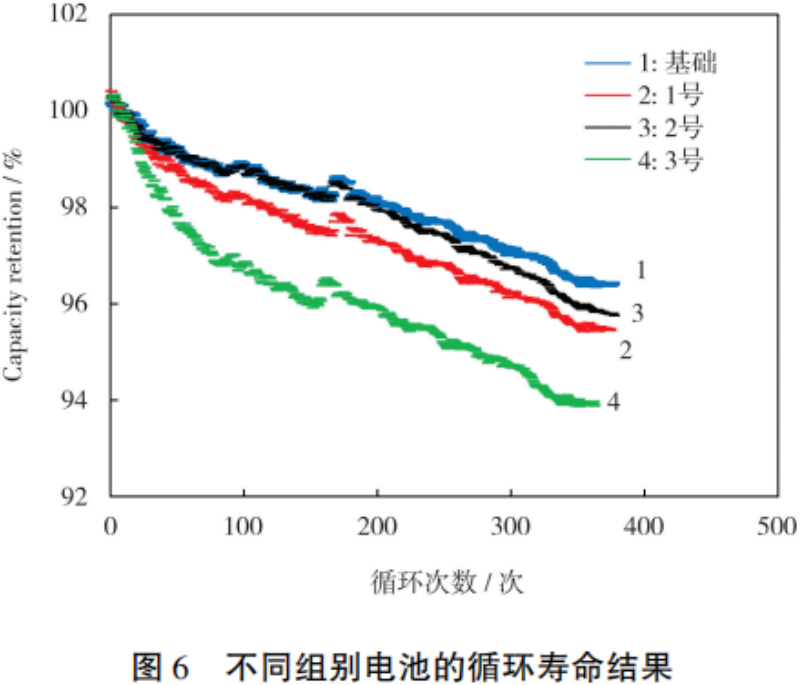
按上述循环测试的方法,对不同组别电池进行循环性能测试,结果见图6。从图6可知,配方1、配方2与基础配方的循环性能差异不大,趋势基本保持一致,3号配方的电芯,前期循环衰减较快,可能是由于前期电解液黏度较大导致部分硅负极膨胀收缩后,电解液从极板挤出,不能及时浸润补充,造成部分活性物质损失。随着循环的进行,极板膨胀后,孔隙变大,电解液保液能力增加,后期基本稳定,循环趋势良好,循环350次的容量保持率达到93%以上。
3 结论
三元正极材料与EC的氧化分解反应及线性碳酸酯EMC、DEC的燃烧特性,会加速电池高温情况下的热失控,而氟代溶剂FEC、FEMC具有不燃烧的特性,如果搭配一些氟代阻燃剂PFPN设计配方,可以提升电解液自身的安全特性,并降低隔膜等材料的可燃特性。如果引入一些氟代添加剂LiDFOB、LiDFP,可以保护正负极界面,增加界面稳定性,有望提升电池的热稳定性。
本文作者采用200mAh/g的高镍三元正极与420mAh/g的硅加石墨混合负极,制备280W·h/kg软包装全电池,设计部分溶剂氟代电解液配方1,同时引入氟代添加剂电解液配方2和全氟代配方3进行对比,测试电解液性能、极片性能和电池性能。
配方1通过FEC取代EC并引入PFPN阻燃剂,以及应用LiFSI与LiPF6复合盐,可保证电解液本身不燃烧,且维持电解液本身的物理性能(电导率、黏度)及电池性能(容量、阻抗和循环寿命)与基础配方保持一致,耐热临界安全温度从150℃提升至160℃,失效温度从160℃提升至170℃。配方2在配方1的基础上,进一步加入一些正负极界面保护添加剂LiDFOB、LiDFP。采用该配方的电池,在化成分容后,满电正极界面明显得到提升,副反应程度降低,满电负极DSC热稳定性也得到提升,且临界安全温度提升至170℃,电池性能几乎没有衰减。全氟代配方3在配方2的基础上,采用FEMC全部取代线性碳酸酯EMC、DEC,实现了电解液不燃烧,整个阶梯加热至180℃不烧,热失控测试达到凝胶态、固态电解质同等水平。电解液虽然电导率有所下降,但优于市场上大多数固态电解质,且循环350次的容量保持率达到93%以上。