
电芯注液后静置多久进行首次活化为宜
电芯注液后的静置时间(也称为“陈化”、“浸润”或“熟化”)是一个关键的工艺步骤,直接影响到首次活化的效果、SEI膜的质量以及电池的最终性能(如容量、循环寿命、安全性)。合适的静置时间一般取决于电芯设计(如电极厚度、孔隙率、卷绕/叠片方式)、电解液成分(粘度、润湿性)、注液量和工艺条件(温度、真空度)。
1.电解液的充分浸润和渗透
物理过程:注液后,电解液需要依靠毛细作用力、重力和可能的真空辅助力,逐步渗透到电极(正负极)和隔膜内部的微孔、介孔结构中。电极材料(如石墨负极、三元正极)通常是多孔结构,隔膜更是充满了微孔。这个过程需要时间,特别是对于厚电极、高孔隙率或卷绕紧密的电芯。
✎深层次原理:充分的浸润是保证活性物质表面与电解液充分接触的先决条件。如果浸润不足,在后续的首次充电(活化)过程中:
①局部电流密度过高:只有部分浸润良好的区域能有效参与反应,导致这些区域电流密度过大。
②SEI膜不均匀:在浸润不良的区域,锂离子嵌入/脱出受阻,SEI膜的形成会不均匀、不完整或不稳定。
③析锂风险增加:在负极,局部高电流密度和离子传输受阻极易导致锂离子无法及时嵌入石墨层间,而在表面还原沉积为金属锂(析锂),严重损害电池性能和安全性。
④内阻增大:未浸润区域离子电导率低,增加电池整体内阻,影响倍率性能和能量效率.
2.溶解气体和气泡的排除
物理过程:注液过程中或电解液本身可能含有少量溶解的空气或产生微小气泡。这些气泡会滞留在电极孔隙、极片与隔膜之间或卷绕结构的死角处。
✎深层次原理:气泡阻碍了电解液与电极材料的有效接触,形成了离子传输的“死区”,其危害与浸润不足类似,会导致局部反应不均匀、SEI膜质量差、析锂风险增加和内阻升高。静置(尤其配合真空或一定温度)有助于气泡上浮、聚并和最终排出。
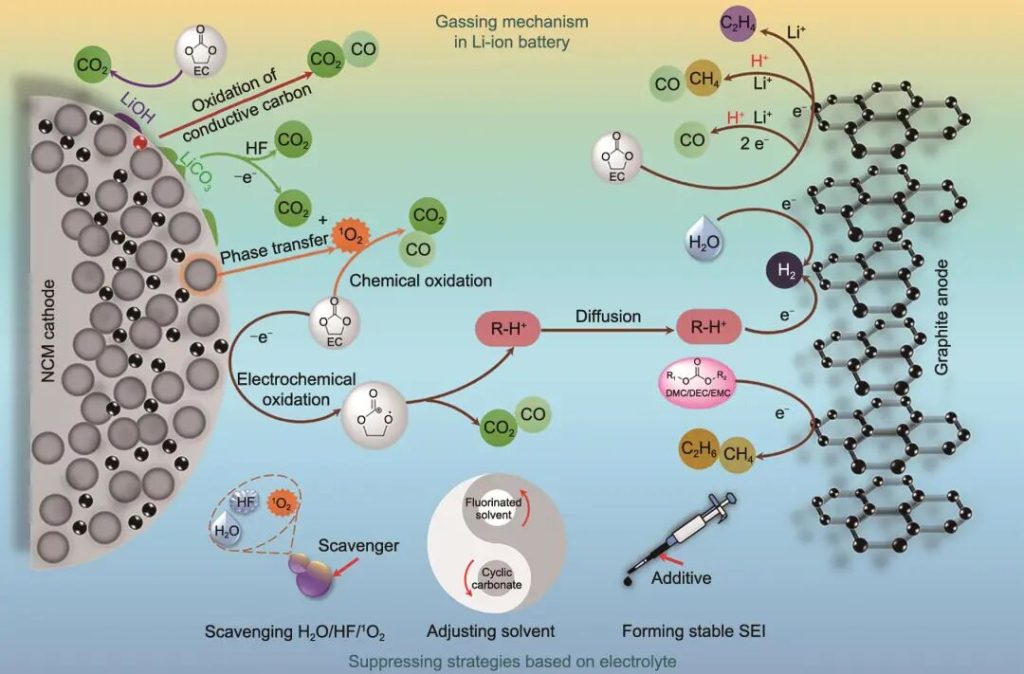
电化学反应产气示意图
3.初始界面反应与“预钝化”
化学/电化学过程:即使在开路状态(没有外电流),电极材料(尤其是高反应活性的负极石墨/硅)与电解液接触后,也会发生自发的、缓慢的化学反应或轻微的电化学还原(开路电压驱动)。
✎深层次原理:
①SEI前驱体的形成:这些初始反应会在负极表面生成一层非常薄且不稳定的初始分解产物层,可以看作是SEI膜的“前驱体”或“种子层”。这层初始层在后续的首次充电过程中会被“改造”和加固,形成最终的SEI膜。
②消耗活性锂和电解液组分:这个过程会不可逆地消耗掉少量的锂离子(来自正极材料)和电解液溶剂/添加剂。静置时间越长,这种消耗越大(虽然总量通常较小)。
③降低后续活化阶段的反应“烈度”:这种缓慢的预反应相当于让界面反应“热身”了一下。在后续施加较大的充电电流进行活化时,剧烈的还原反应被部分“缓冲”,有助于形成更均匀、致密、稳定的SEI膜。如果跳过静置直接大电流充电,界面反应过于剧烈集中,容易形成疏松、多孔、不均匀的SEI膜,消耗更多的活性锂和电解液。
4.体系达到热力学准平衡
物理/化学过程:注液后,整个电化学体系(电极、电解液)处于非平衡状态。静置期间,系统有足够的时间通过离子扩散、浓度梯度弛豫等过程,逐渐趋向于一个局部的、准平衡的开路电压状态。
✎深层次原理:达到相对稳定的OCV(开路电压)是进行后续化成工艺的一个参考基准。一个稳定的OCV表明电解液浸润相对充分,初始界面反应趋于平缓,体系内部差异减小,有利于后续化成工艺(如恒流充电)的稳定控制。
总结
✎时间太短(<12小时):浸润不充分,气泡未完全排除,初始界面反应不足。导致活化时SEI膜质量差(不均匀、不稳定、阻抗大),析锂风险高,首次库伦效率低,循环寿命缩短,甚至安全隐患。
✎时间合适(12-48小时):保证充分浸润和排气,允许适当的预钝化发生,使体系相对稳定。为后续高效、稳定地形成高质量SEI膜奠定基础,获得较高的首次库伦效率和良好的长期性能。
✎时间过长(>48-72小时):虽然浸润和排气更彻底,但过度的预钝化反应会消耗更多的活性锂和电解液组分,降低首次库伦效率和电池容量。同时增加生产周期和成本。对于某些特殊电解液(如含高活性添加剂),过长的静置可能导致添加剂在正负极表面的过度优先分解。
因此,选择最佳的静置时间是工艺优化的重要环节,需要在保证充分浸润和适度预钝化的前提下,尽可能缩短时间以提高生产效率。通常会通过实验(如拆解检查浸润状态、测量静置前后OCV变化、测试不同静置时间后电池的首次效率、循环性能、DCR等)来确定特定电芯设计的最优静置窗口。现代生产线也常采用加热(如45°C)或真空辅助等手段来加速浸润过程,缩短静置时间。