
造成锂电池析锂的原因有哪些
析锂(锂离子电池负极表面析出金属锂)是影响电池安全与寿命的关键问题。其主要原因可归结为锂离子在负极的嵌入速率低于其到达负极表面的速率,导致电子将锂离子还原为金属锂并沉积下来。
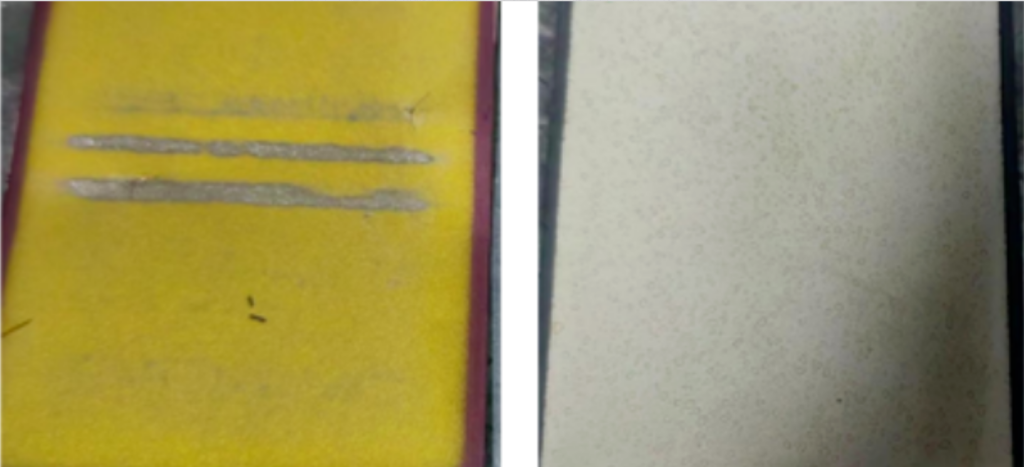
(负极析锂图片—满充状态)
具体原因包括:
1. 低温充电
机理:低温下,锂离子在电解液、SEI膜及负极材料中的迁移与扩散速率显著下降,电极反应动力学变差。负极极化迅速增大,电位容易降至0V以下(相对于Li/Li⁺),达到锂析出的热力学条件。
典型场景:0°C以下大倍率充电,极其容易导致负极析锂,导致不可逆的风险。
2. 高倍率充电(大电流)
机理:大电流意味着单位时间内有大量锂离子涌向负极。如果负极嵌入速率跟不上(如扩散较慢的石墨负极),锂离子会在表面堆积并得电子析出。
典型场景:快充型电池以超过设计倍率(如持续3C以上)充电,或普通电池频繁快充。
3. 负极容量不足(N/P比过低)
机理:N/P比(负极容量/正极容量)是电池设计的关键参数。若N/P<1.0,负极能容纳的锂离子总量少于正极能释放的量,过量锂离子无处可嵌,必然在负极表面析出。即使在正常充放电条件下也会发生。
典型场景:设计失误、正极涂布过量、负极压实密度过高导致孔隙率不足。
4. 电解液与负极不匹配
机理:电解液配方(溶剂、锂盐、添加剂)决定了SEI膜的质量。若SEI膜不均匀、疏松或过于致密,会增大锂离子迁移阻抗并造成局部电流密度分布不均,诱导锂枝晶在阻抗较低的区域优先生长。
典型场景:添加剂(如FEC、VC)用量不当、溶剂共嵌导致石墨剥落、水分或杂质超标破坏SEI膜。
5. 电极结构问题与制造缺陷
涂布不均:负极局部面密度过高或过低,导致该区域锂离子通量异常,局部N/P比失衡。
压实过度:辊压压力过大使负极孔隙闭合,锂离子难以深入内部,只能在表面聚集。
极片边缘翘曲:边缘区域电场与锂离子流分布集中,容易诱发边缘析锂。
卷芯变形或对齐度差:正负极错位,部分负极区域没有被正极覆盖,这些“裸露”的负极在充电时无对侧离子供应,极易析锂。
6. 充电截止电压过高(过充)
机理:电压超过设计上限(如4.2V或4.35V)时,正极过度脱锂并可能释放多余锂离子,同时负极电位持续下降至0V以下,强制锂离子在负极还原为金属锂。
典型场景:BMS故障、充电器不匹配、单体电池间电压不一致(串联组中低容量电池先被过充)。
7. 电池老化与局部劣化
机理:循环过程中,部分负极区域因孔隙堵塞、活性材料粉化、析锂-死锂积累等形成“死角”。后续充电时,电流被迫集中在剩余正常区域,导致该区域局部电流密度极大,加速新析锂的产生——形成恶性循环。
典型场景:高龄电池在常温下按标准充电也可能局部析锂。
8. 机械应力与外部压力不足
机理:适当的堆压(如软包电池的夹具压力)可维持电极与隔膜紧密接触,均匀电流分布。压力不足时,电极间出现间隙或接触不良,局部阻抗升高,锂离子流分布不均易诱发析锂。
典型场景:软包电池无约束自由膨胀后充电、方形铝壳电池内部卷芯松动。
总结一下:
研发担当——锂电池是否容易析锂,设计是关键,设计的不好,就算后面的工艺制造如何管控,BMS如何设计,以及如何控制充电倍率,都会析锂。根坏了,哪都好不了;
生产、工艺、品质:制造过程也非常重要,主要由三个部门协同,提高产品的质量和一致性;
后面单电芯做好,就是组成模组,PACK的事了。这里就需要电池的一致性好。
最后消费者,需要稍微了解锂电池的特性。例如尽量不要将电量用到快耗尽了再去充电,更不要在低于0度以下依旧使用快充。