
锂电池制浆环节常见的异常和解决方案
之前也一直在强调,锂电池制浆环节是整个电池制造过程中最基础也是最关键的环节之一。如果在这个环节出现问题,会对后续工序和最终电池产品的性能、安全、寿命和成本产生一系列严重的负面影响,甚至可能带来安全隐患。
从匀浆,到涂布,再到烘烤,只要其中一个环节出了问题,都会给极片带来缺陷。
一、制浆阶段的异常和危害
匀浆阶段
1. 浆料沉降与分层:导致涂布面密度波动,极片厚度不均,影响电池容量一致性和安全性。
2. 导电剂/活性物质团聚:辊压后形成尖锐凸点,可能刺穿隔膜引发内短路,破坏导电网络,导致电池内阻升高、容量衰减。
3. 粘结剂分散不均匀:导致极片剥离强度低,同时增加接触电阻。
4. 导电剂分散不均匀:导致无法形成有效的导电网络,电子传输受阻。
涂布、烘烤阶段
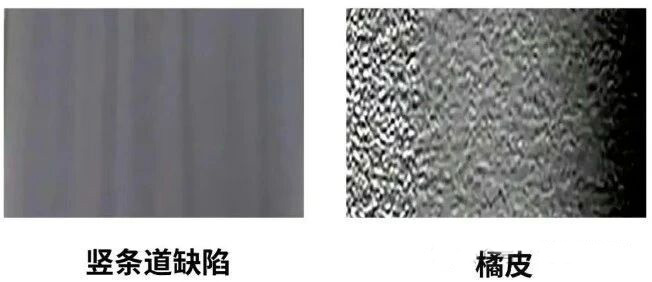
涂布工艺参数(浆料体流量、涂布速度、狭缝间隙等)超出涂布窗口可导致空气卷入、垂流、周期横条纹和竖条纹;
5. 浆料脱泡不充分:气泡过多,干燥后形成孔隙,阻碍离子和电子传导。
6. 粘度过高或过低:涂布出现厚边、缩孔,或极片面密度不均。
7. 缩孔(火山口状缺陷):露箔点可能导致析锂或内短路;
8. 橘皮缺陷(表面凹凸不平):面密度不一致,辊压后掉粉,电池容量波动;
9. 颗粒结疤/划痕:极片局部露箔,卷绕时易断裂,增加短路风险
10. 烘烤温度过高:导致粘结剂迁移、厚边、龟裂等缺陷;
二、常见的极片异常(图片)
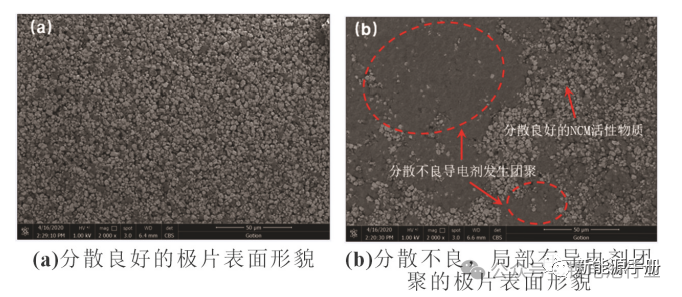
如上图所示,在极片烘干之前的异常(如颗粒团聚、粘度异常、金属杂质、夹杂气泡、涂布参数设置不当等),最终都会反映在烘干的极片上。
浆料分散不均匀,在SEM下能直观的看到团聚物,影响极片的电子电导率,增大内阻。
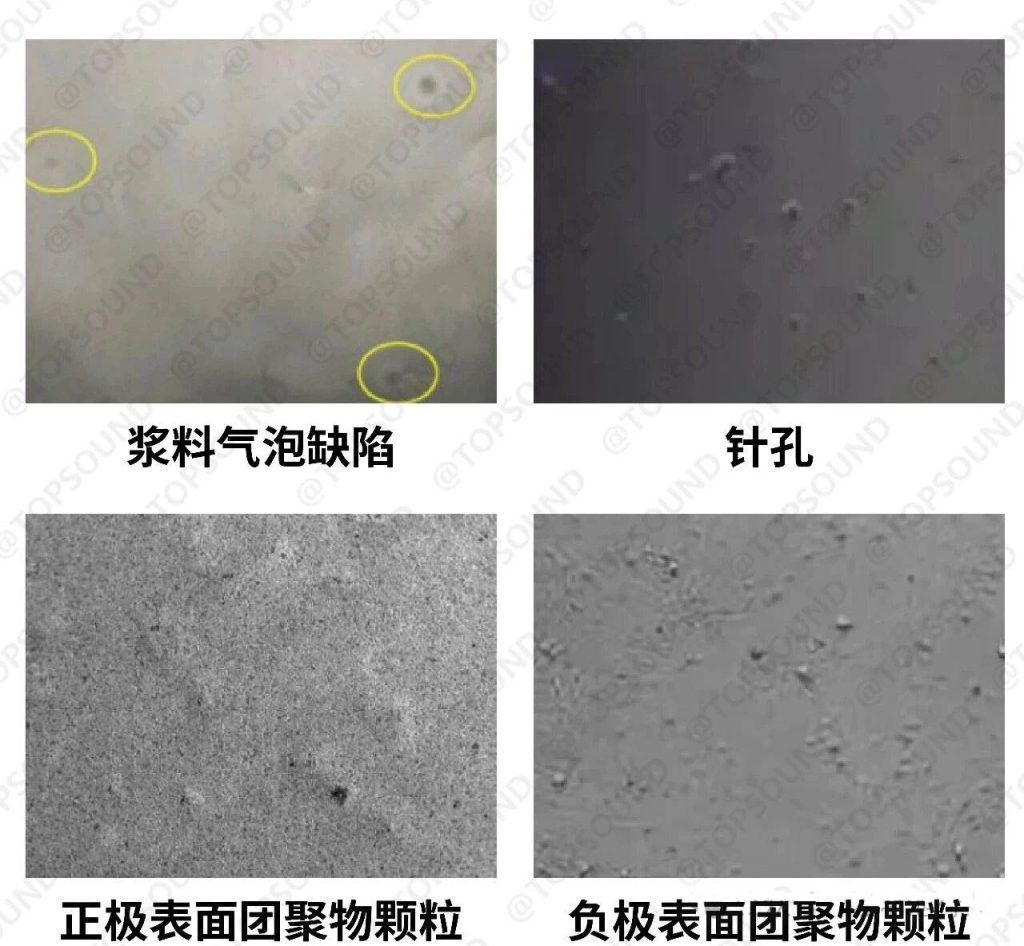
大气泡存在(>0.5mm),会导致极片有明显可见的气泡空洞;这些比较大的孔隙,会导致内阻增大,并影响离子传输,同时过多的气泡会降低极片的剥离强度。
微小气泡存在(<0.1mm),会导致极片上出现“针孔”;虽然表面微小的气泡在辊压后会消失,但内部的气泡同样影响电池的性能。
团聚物颗粒,会在极片表面形成“凸点”。这些“秃点”会形成尖端放电效应,形成锂枝晶,有可能还会刺穿隔膜,造成短路。
针对这些缺陷,如果我们能通过某些手段,提前将这些异常检测出来,既能提高极片的良率,又能提高锂电池的整体性能。
(例如:我们提前发现浆料中气泡过多,那我们可以再次对浆料进行真空脱泡,而不是等极片涂布出来后,才发现脱泡没做好。)
三、制浆阶段的行业痛点
当前浆料涂布前的检测手段主要依赖于人工抽样与离线分析,通过从浆料缓存罐中抽取样本,以目视检查的方式统计气泡数量。这种方法不仅存在样本误差,无法满足在线全检、实时监控的要求,且检测环境与管道内部浆料情况不符,还难以还原管道内部浆料气泡的动态变化。
在电池模切工序,目前普遍采用CCD高速相机检测,对成品极片进行全检。但CCD仅能识别极片表面的缺陷,对于表面缺陷明显的极片较易于发现,但对于极片下层缺陷的检测,CCD存在显著局限性,无法有效检测出问题极片。并且,CCD所检测的位点都属于事后检测,检测时问题已经发生,难以补救。
因此,为提升检测效率与准确性,需要探索更加合适的事前在线检测技术,以实现对浆料质量的实时监控,从而确保安全质量与电池性能。