
18650圆柱电池设计要点分析二
这一期我们继续讨论圆柱电池的设计要点。
这里先讨论一个小插曲:随着国家补贴的滑坡(据说2019年补贴退补40%),和三元材料价格的上涨,有些厂家竟然开始打磷酸铁锂电池的主意,计划以后在乘用车上采用磷酸铁锂电池代替现在的三元电池。理由很简单,认为磷酸铁锂价格会越来越低,且能量密度也越来越大,可气有些无耻的企业宣称计划2019年单颗电芯能量密度达到200Wh/kg,还有就是觉得磷酸铁锂安全性好、循环寿命长等等。
我们来分析一下是否可行。
1、技术情况:目前磷酸铁锂电池量产最高能量密度为150-160Wh/kg,且成组后能量密度很难超过140Wh/kg,最多在120-140Wh/kg。该能量密度下性能比较优异,如果超过该范围就会损失部分电化学性能,如循环性能、低温性能等。如万向A123的 67Ah电池大概为158Wh/kg,基本已经到头了。国内厂家基本采用铝壳卷绕和软包叠片工艺。
2、价格:和目前主流的三元能量型电池相比较,价格根本没有优势。磷酸铁锂电池每瓦时要贵10%-30%,就算磷酸铁锂继续降,降到3万/吨,价格也才基本持平。
3、瓶颈;低温性能差、批次一致性差、无法快充。这些由材料特性决定的,无法改变。在冬天温度低于0℃,汽车只有不足80%的能量;电芯单体可以循环2000次以上,但成组后往往却只有几百次;橄榄石结构,一维锂离子通道,无法快充。
结论及建议:
1、未来两年内磷酸铁锂电池不会成为主流,即使补贴消失;主要是因为价格无优势,瓶颈难以接受;不建议主动进行磷酸铁锂电池布局,除非三元材料疯涨,磷酸铁锂价格优势凸显,但近期基本不可能。
2、未来新能源汽车方向还是高能量密度,高安全性不会错。811、NCA、固体电池要足够重视。
好了,言归正传继续讨论我们设计工艺的问题:
六、面密度和压实密度:
毋庸置疑,面密度和压实密度越大,电池可设计容量也就越大。但电化学性能也就越差。打比方说,16年超威对外宣称成功研发了18650 4.0Ah的电芯,并称完全可以达到中试水平等等,但可笑的是丝毫没有提电化学性能如何,也慢慢没了后续,成为了行业笑柄。透露一下,这款电池是硬塞活性材料,面密度高的吓人,充放电电流只有0.15C,下限电压2.5V的情况下刚刚能到3.9Ah左右,0.5C基本只能放出不足3Ah容量,且只能循环几十次。
面密度太大,一个是电解液浸润有问题,还有就是电子传输距离增加,我们正极材料本身就是半导体,电导率低,加大传输距离更加会加剧电池的极化,无法快速充放电。
压实密度太大,同样电解液通道减少,颗粒之间接触太紧密到时锂离子在固相中传输距离加长,甚至成为死锂。
当然如果材料形貌、粒径等比较完美,我们面密度和压实密度自然可以高一些。具体如何设计要看具体要求,不能异想天开,不尊重事实。
七、化成温度和电流:
化成的目的有两个:1、通过首次充电使正负极变成有电化学活性的物质;意思就是首次充电氧化掉内部杂质和水分,还有就是部分材料的晶型转变等,这一点对圆柱解释意义不大,对软包、铝壳意义不小。因为软包、铝壳有Degas和补液工艺,圆柱密闭结构,没有。
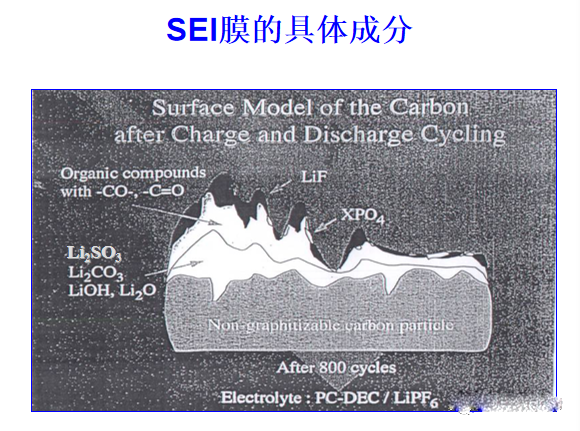
2.在负极表面形成一层SEI膜,后续保护负极嵌锂碳化物不和电解液直接接触。这个原因最重要,如果不在首次充电小电流形成优异稳定的SEI膜,后续大电流充放电就会有各种问题。SEI膜图片如下:
具体形成SEI膜的反应过程,化学方程式就不在这里讲了,篇幅有限。
这里送给大家一个万能的化成步骤,适用于任何体系和规格的电池:
0.05C 2h 0.1C 2h 0.2C 3h
当然还是那句话,如果想得到最好的电化学性能,具体情况具体分析。小电流形成的SEI膜比较致密、厚实,后续循环高温性能会很好,但是倍率低温就差;大电流SEI膜比较稀疏,后续倍率低温会较好,但高温循环就差。你可以想象一下,冬天下雪,雪花落到地上的过程就类似于SEI膜形成的过程。
还有低温化成和高温化成,原理很简单,暂不赘述,想了解的朋友可以留言。
八、存储:
这里说的存储是电池制作完成后,长时间未出货使用的存储状态。最佳的存储状态会最小程度损耗有效的能量。
根据电化学知识分析和实验得出以下结论:
1、SOC越高最终不可逆容量损失越大;2、温度越高最终不可逆容量损失越大。
道理很简单,满电态和高温度负极活性较高,和电解液反应更加剧烈,自然会损失有效的活性锂。所以理论上讲SOC越低越好。但同样具体问题具体分析,要看需要存储时间、客户要求等。
