
锂离子电池模切工序控制要素
一、 模切工序简介
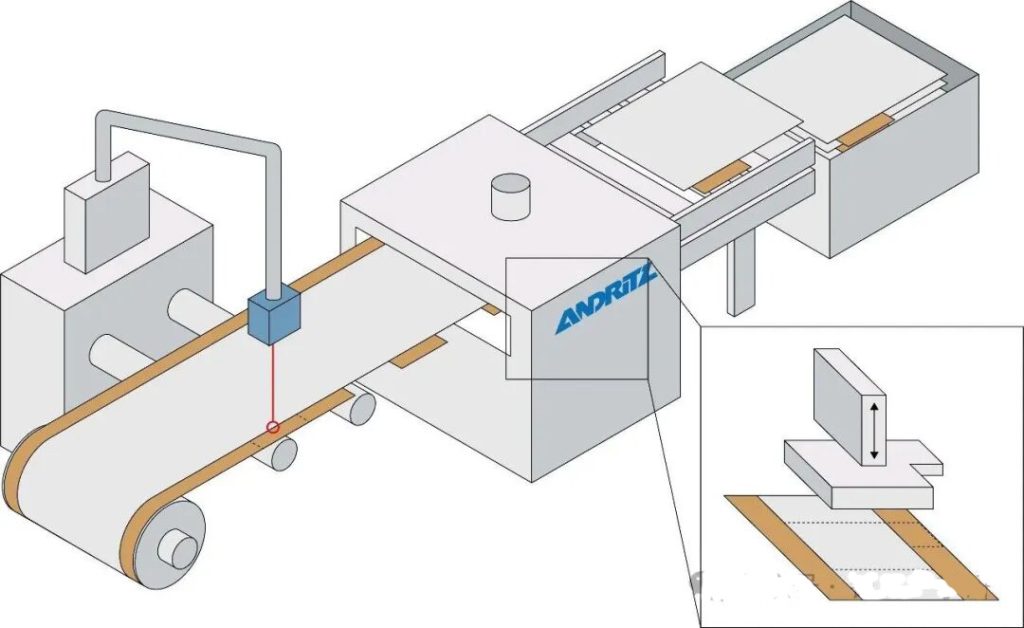
模切工序位于涂布、辊压之后,是将连续宽幅的极片(正极或负极),通过模具(五金模、激光模切等)切割成指定宽度和形状的单个极片的过程。
输出产品:带有特定极耳形状的单个电池极片(以待放入叠片机或卷绕机)。
二、 输出的产品特性
1. 尺寸特性
①极片宽度/总长:极片的整体外形尺寸,影响后续叠片或卷绕的对齐度。
②极耳尺寸(长、宽):极耳的规格必须与电池设计严格一致,它决定了电流收集能力和过流面积。
③极耳位置/间距:多个极耳之间的相对位置必须精确,确保在后续焊接工序中能与集流体(如铝/镍片)精准对位。
④Tab 间距/极耳到边缘距离:极耳与极片边缘的距离,影响电池内部电场分布和安全性。
2. 形貌特性
①毛刺(Burr):这是最关键的特性之一。指切割边缘出现的金属颗粒状凸起。毛刺过大可能刺穿隔膜,导致内部短路,引发热失控。
②断面质量:切割断面的垂直度、光滑度。粗糙的断面可能导致活性物质脱落或产生粉尘。
③极耳形状一致性:每个极耳的轮廓、圆弧角等形状必须一致,避免应力集中和焊接不良。
3. 表面与结构完整性
①涂层脱落/翘曲:模切过程中,压力和振动可能导致活性物质涂层从集流体(铝箔/铜箔)上剥离或翘起。
②集流体损伤:过大的冲压力或钝化的模具可能导致集流体(箔材)出现微裂纹、内伤或变形。
③粉尘/污染:切割过程产生的金属颗粒和活性物质粉尘,附着在极片表面,是内部短路的潜在源。
三、 关键控制要素
1. 尺寸精度控制
①模具精度与维护:模具(无论是五金模的刀口还是激光的光路)是尺寸精度的源头。必须定期检查刀口磨损、激光焦距等,并执行预防性维护。
②张力控制:放卷、牵引和收卷过程的张力必须稳定且适中。张力过小会导致极片跑偏、定位不准;张力过大会拉伸甚至拉断极片。
③CCD视觉定位系统:利用高精度CCD相机实时捕捉极片上的Mark点或边缘,进行纠偏和定位,确保每次切割都在正确的位置。这是控制极耳位置精度的核心。
④设备稳定性:模切机的机械精度、传动系统的稳定性是基础。
2. 毛刺与断面质量控制
①模具状态:
五金模:刀口的锋利度、刀模间隙(模具与下模之间的间隙)是控制毛刺的关键参数。间隙不合适会直接产生大毛刺。
激光模:激光功率、频率、脉冲宽度、切割速度、辅助气体等参数需要优化。参数设置不当会导致过烧、挂渣(类似毛刺)或切不透。
②材料适应性:不同的涂层厚度、粘合剂体系和集流体厚度,需要调整不同的模切参数。例如,负极(铜箔)通常比正极(铝箔)更软,更容易产生毛刺。
3. 完整性及清洁度控制
①工艺参数优化:冲压速度、压力(针对五金模)需要优化,以平衡切割效率和对面层的冲击。
②除尘系统:必须在模切工位立即配备高效的真空吸附除尘装置,及时清除切割产生的粉尘,防止其二次附着。
③环境控制:车间保持一定的洁净度(如万级、十万级),控制环境中的颗粒物。
④在线检测:采用AOI(自动光学检测)系统,对模切后的极片进行100%检测,主要检测项目包括:极耳尺寸、毛刺、涂层脱落、露箔等缺陷。