锂离子电池制造辊压机(对辊机)
在锂离子电池制造工序中,辊压设备(又称对辊机)是决定电极物理特性的关键角色,其技术演进直接关系到电池能量密度、循环寿命及安全性等核心指标。辊压工序位于涂布和干燥之后,通过对电极极片施加高压碾压,使活性材料颗粒与集流体(铜箔或铝箔)紧密贴合,达到提升电极密度、降低孔隙率、改善导电网络的目标。这一过程对最终电池性能具有多重影响:
1,适当的压实可增加单位体积内的活性物质载量,提升能量密度;
2,过度压实可能导致电解液浸润困难,增加内阻甚至引发析锂风险。下面我们一起来认识一下辊压机吧
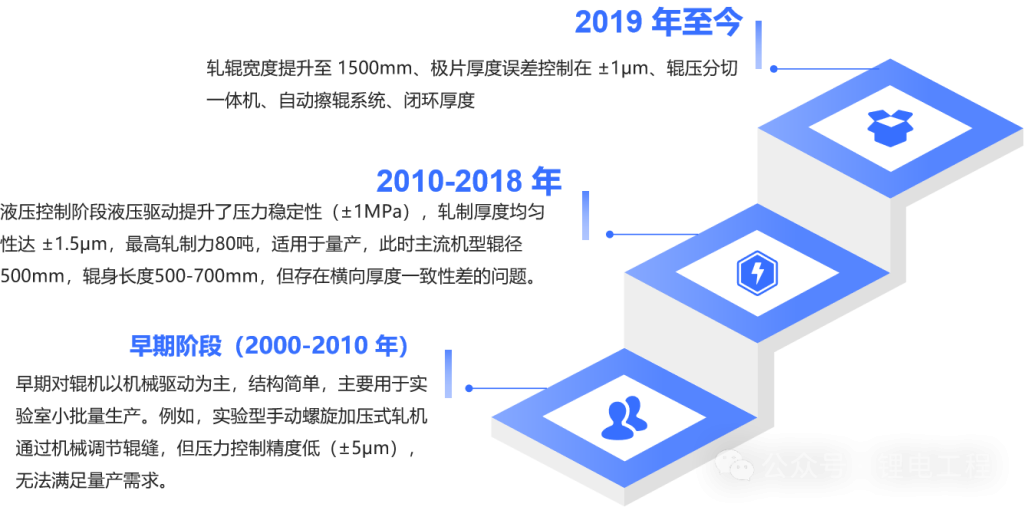
一、发展历程
辊压设备的技术发展经历了从机械调节到液压控制再到智能化闭环控制的演进路径。早期辊压机主要采用手动螺旋或楔形块调节辊缝,压力控制精度有限(±5%左右)。2010年后,随着新能源汽车市场爆发,液压伺服系统与PLC控制逐步普及,压力精度提升至±0.5%,辊缝控制精度达±1-2μm。2025年最新数据显示,全球锂电池极片辊压设备市场规模已达111.3亿元,预计到2031年将增至192.3亿元,年复合增长率约8.6%。中国在该产业链中占据核心地位,2022年全球63.6%的新能源汽车在中国销售,带动国内锂电设备需求激增。
二、工作原理
2.1辊压设备的本质是通过高强度压力和摩擦剪切力使极片材料发生塑性变形,其工作流程可分为四个连续阶段:
1、入料引导阶段:涂布烘干的极片经放卷装置(开卷机构)展开,通过纠偏仪调整位置,确保极片以垂直角度进入辊缝。此阶段需保持张力稳定(通常10-20N),避免极片褶皱。
2、高压压缩阶段:极片通过两个平行轧辊形成的楔形区(Nip Zone)时,承受线性压力高达60-100kN/cm。在此区域,活性物质颗粒在三维空间发生位移:大颗粒破碎细化,黏结剂(PVDF/SBR)重新分布,导电剂形成连续网络。此过程需在毫秒级时间内完成,辊速通常控制在1-6m/min。
3、弹性回复阶段:极片脱离辊缝后发生部分回弹(回弹率约15-30%),导致实际厚度略大于设定辊缝。热辊压技术通过保持辊温(80-120℃)可显著抑制回弹,使压实密度更接近理论值。
4、收卷与监测阶段:压实的极片经在线测厚仪(如β射线或激光传感器)检测厚度波动,数据反馈至PLC系统动态调整辊缝或压力。最终由卷取机构收卷,为分切工序做准备。
2.2核心工作流程
1、 张力控制:放卷与收卷张力动态匹配(±2%),防止极片拉伸变形,设备采用磁粉制动器实现张力闭环控制。
2、 辊缝调节:步进电机驱动滚珠丝杠(精度 ±0.5μm),结合压力传感器反馈,实现辊缝动态补偿。
3、 在线检测:激光测厚仪(精度 ±1μm)实时监测极片厚度,异常时自动停机并调整参数。
2.3工艺参数包括
1.压缩比:(初始厚度-压实厚度)/初始厚度,通常为20-35%
2.压实密度:活性物质质量/电极体积(g/cm³),三元材料约3.3-3.73、
3.厚度公差:±1-3μm(高端设备达±0.5μm)
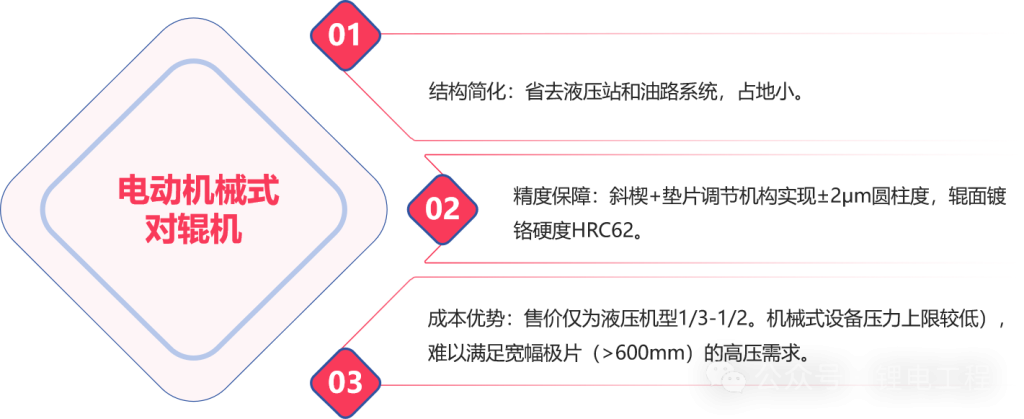
三、辊压机类型
根据压力生成机制和温度控制方式,主流辊压设备可分为三大类型,各具独特优势与适用场景:
3.1采用伺服电机+减速机驱动蜗轮蜗杆机构,通过机械力直接控制辊缝。其特点包括:
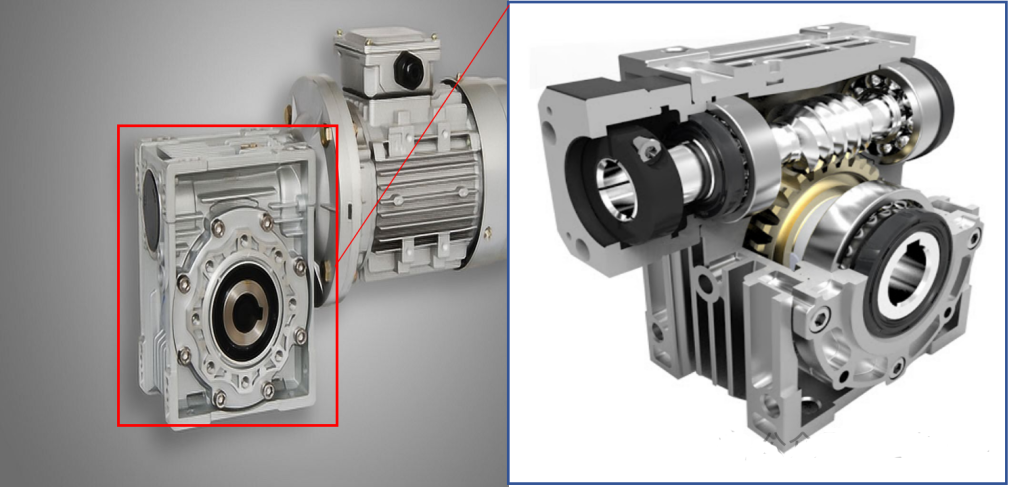
伺服电机+减速机驱动蜗轮蜗杆机构示意图
3.2通过液压缸+蓄能器系统生成平稳压力,其技术突破点在于压力只适用,智能监控,宽幅兼容:

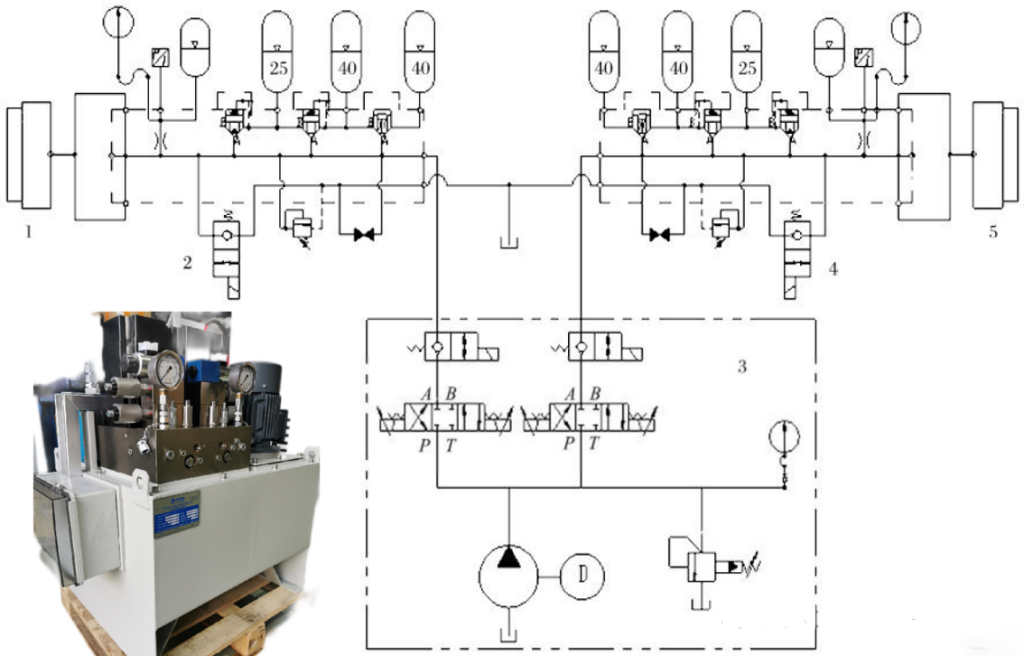
液压缸+蓄能器系统
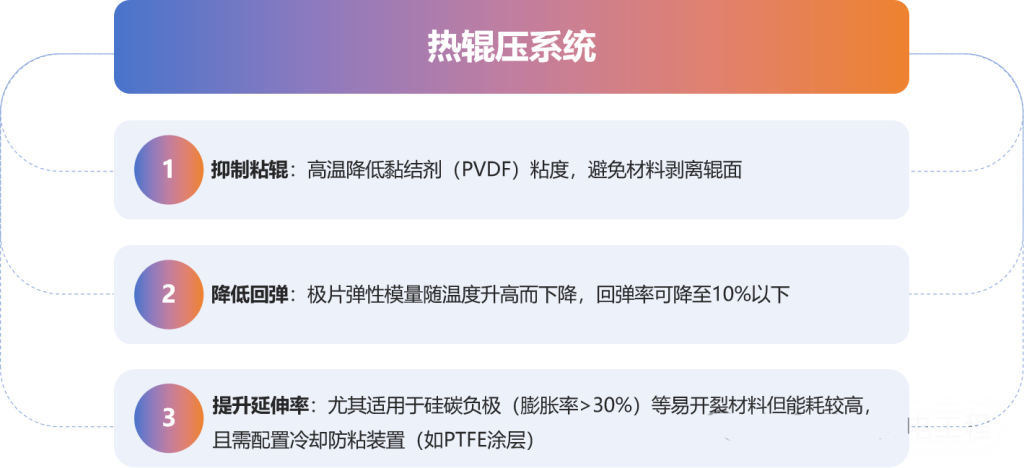
3.3热辊压系统
在传统辊压基础上集成加热模组(油热或电磁感应),使辊面温度维持在80-150℃。其核心价值在于:
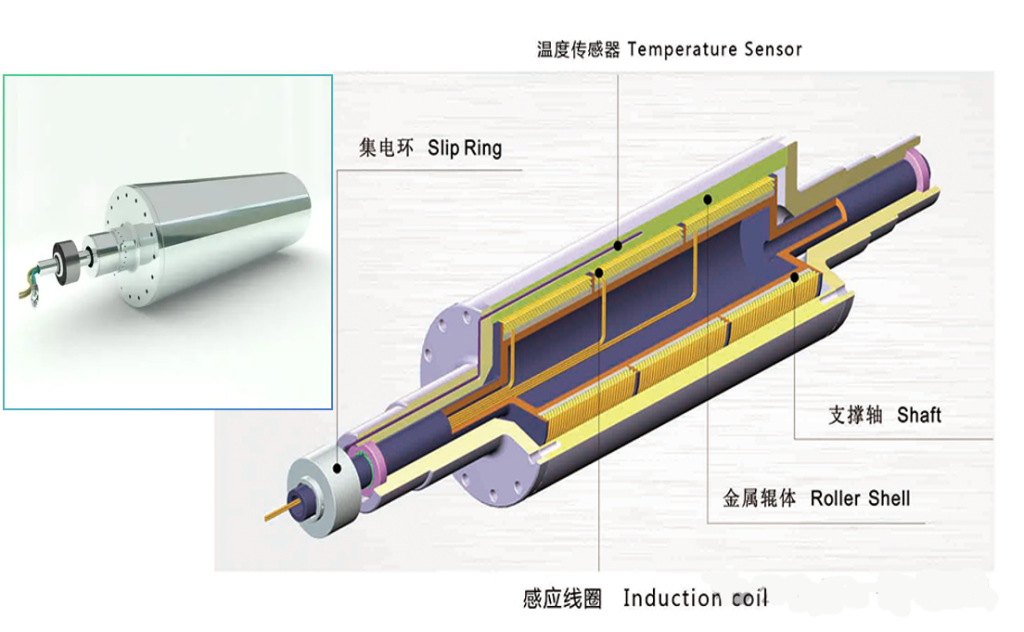
电磁加热
四、关键部件
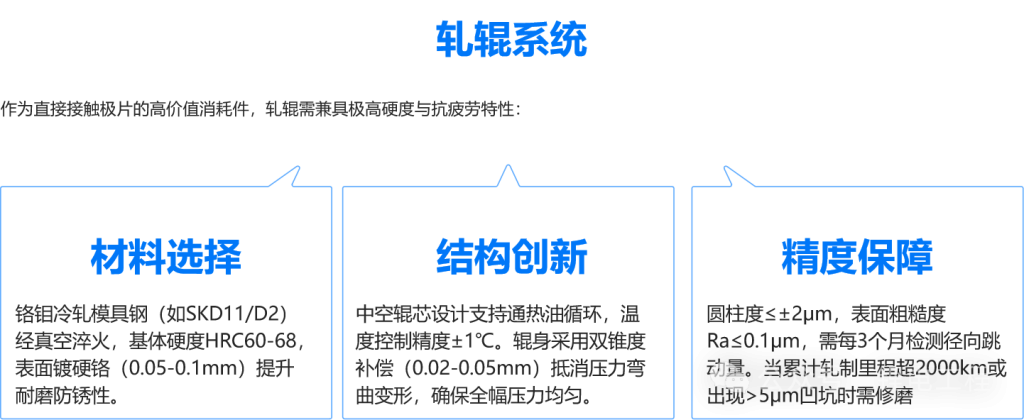
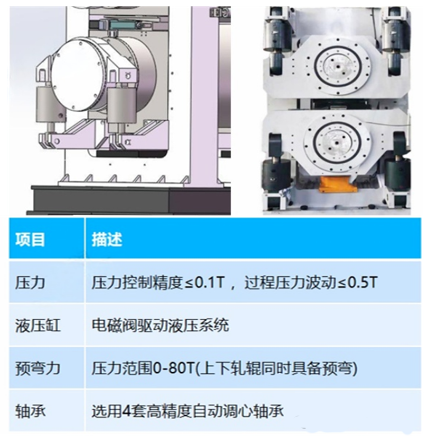
4.1轧辊组件
作为直接接触极片的高价值消耗件,轧辊需兼具极高硬度与抗疲劳特性:

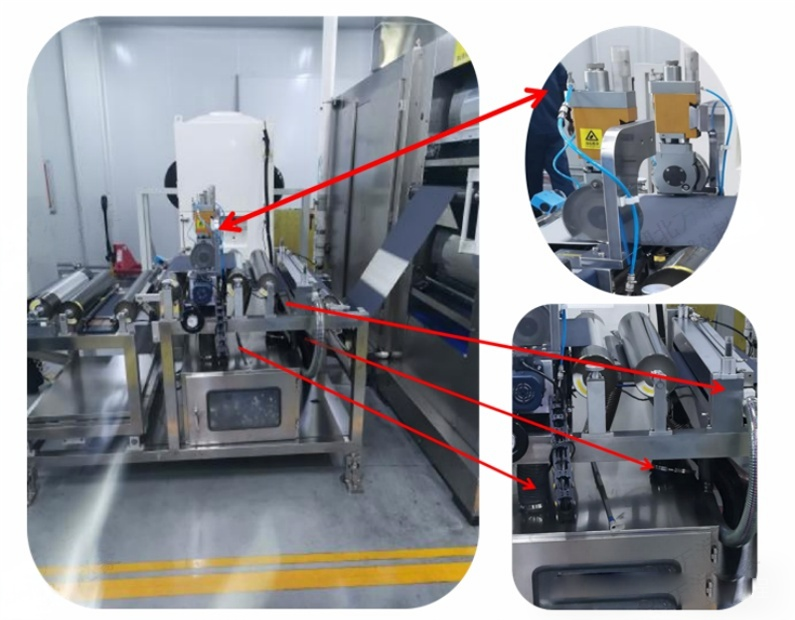
4.3辅助系统
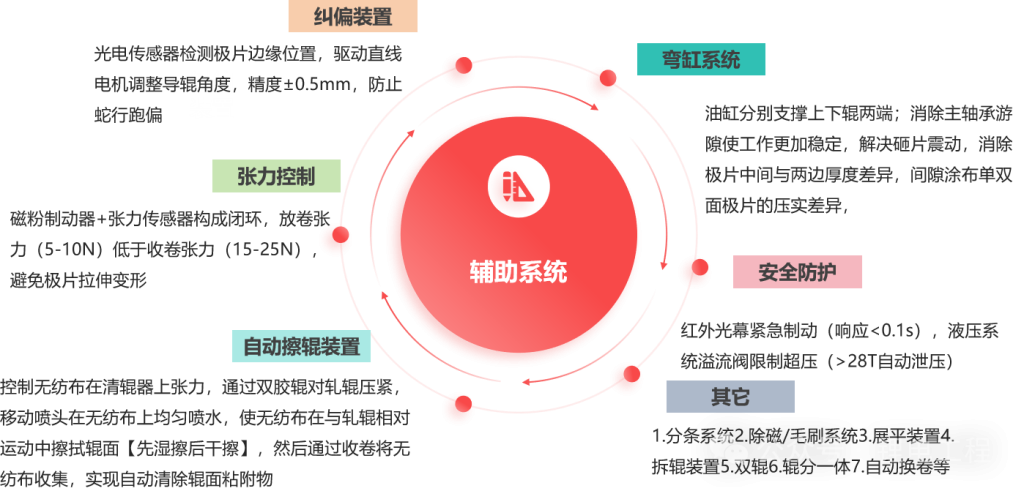
弯缸示意图
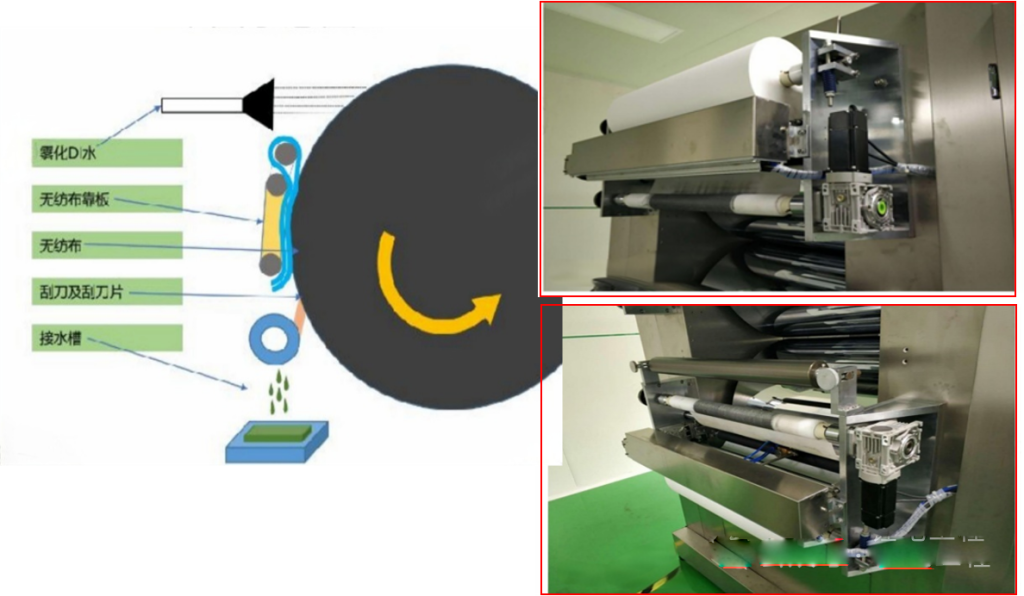
擦辊示意图
切边/除尘示意图
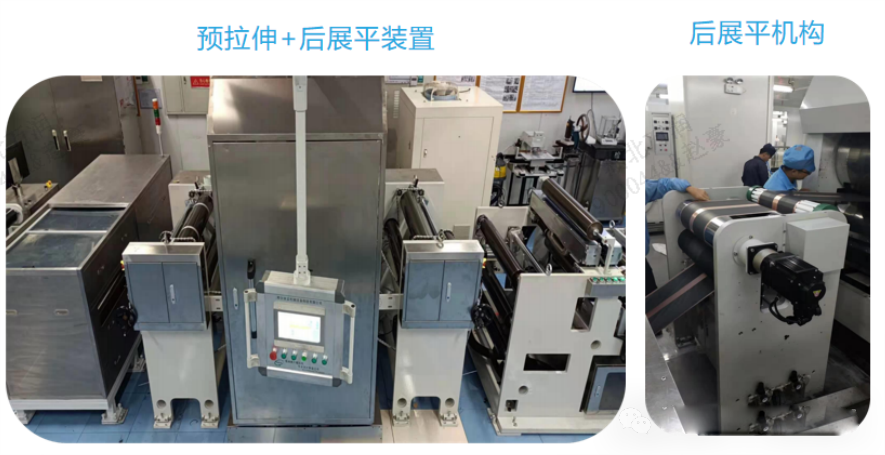
展平机构
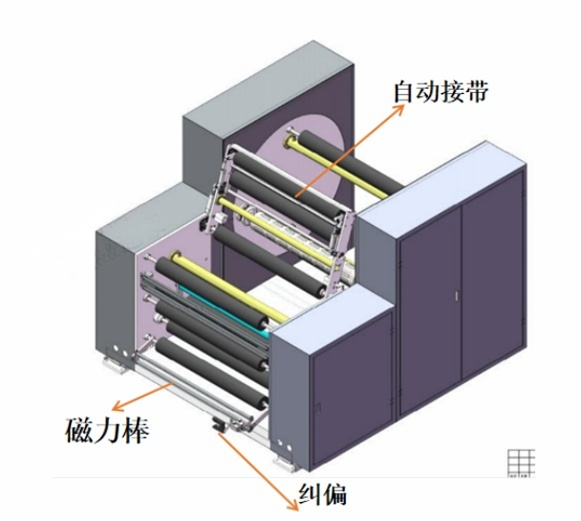
自动换卷示意图

测厚示意图
对射式、激光三角法。测厚模块由两个激光位移传感器上下对射的方式组成的,上下的两个传感器分别测量被测体上表面的位置和下表面的位置,通过计算得到被测体的厚度(L为2个激光位移传感器的距离,A为上传感器到被测极片距离,B为上传感器到被测极片距离,T为被测极片厚度,则T=L-A-B)
五、常见故障诊断
辊压设备在连续运行中面临机械磨损、材料波动、环境变化等多重挑战,需建立系统性故障排查逻辑:
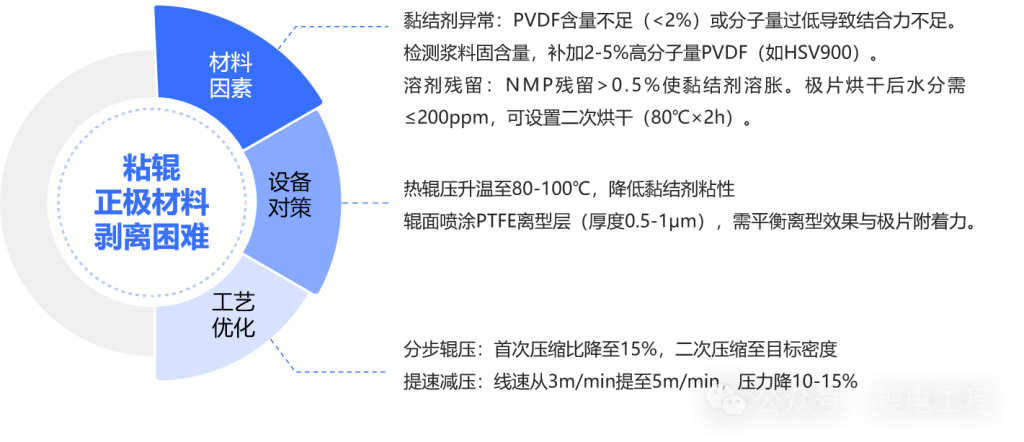
5.1粘辊(正极材料剥离困难)
锂电池生产中最棘手的工艺问题之一,需按5M1E框架分析:
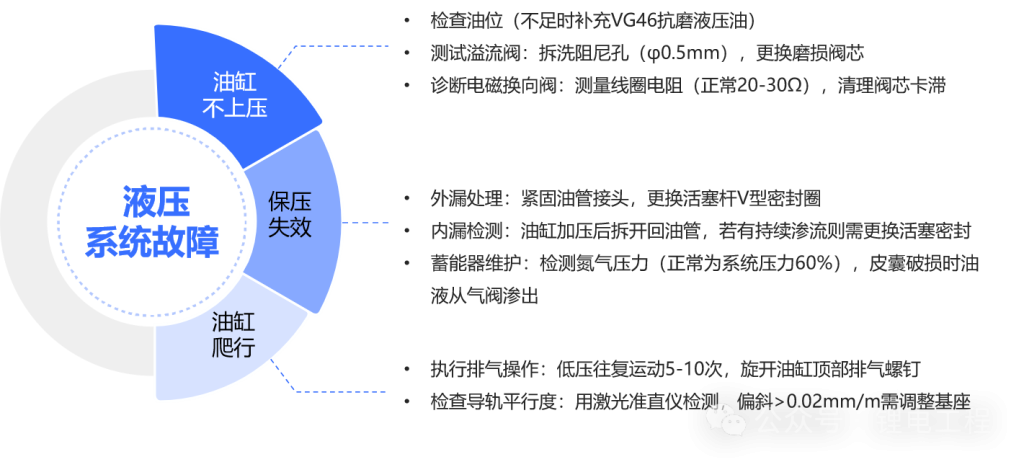
5.2液压系统故障
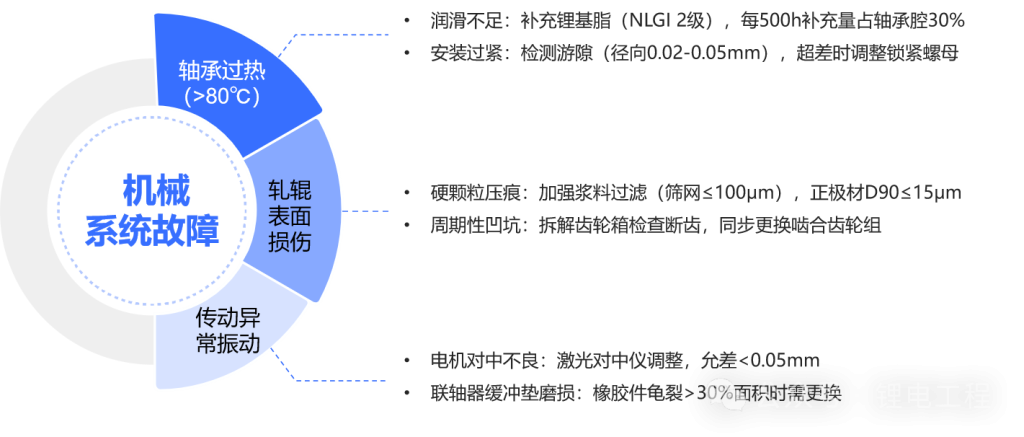
5.3机械系统故障
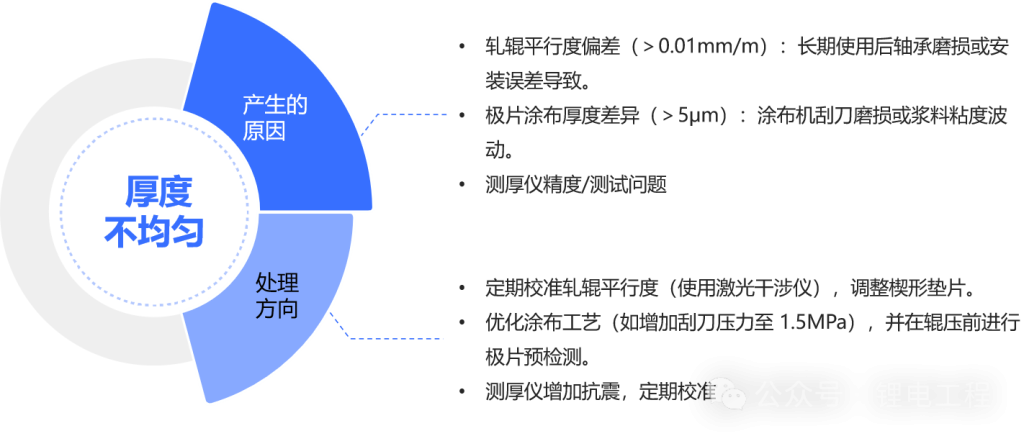
5.4厚度不均匀
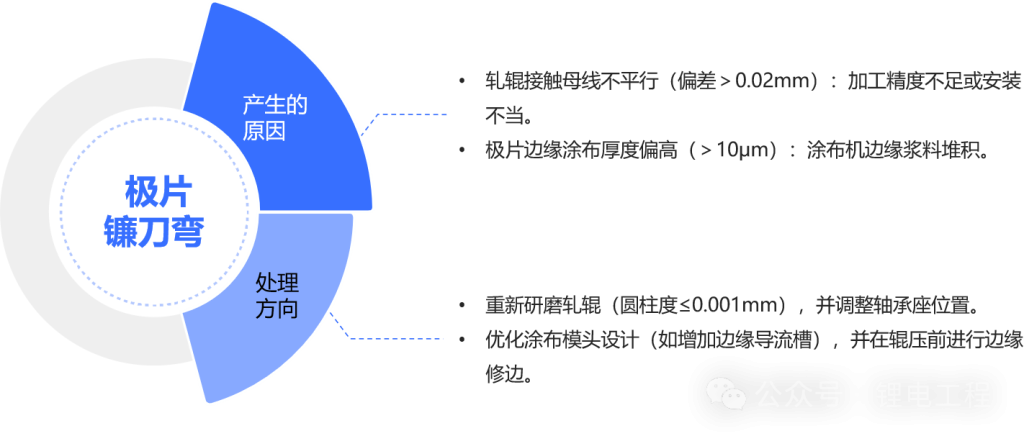
5.5极片镰刀弯
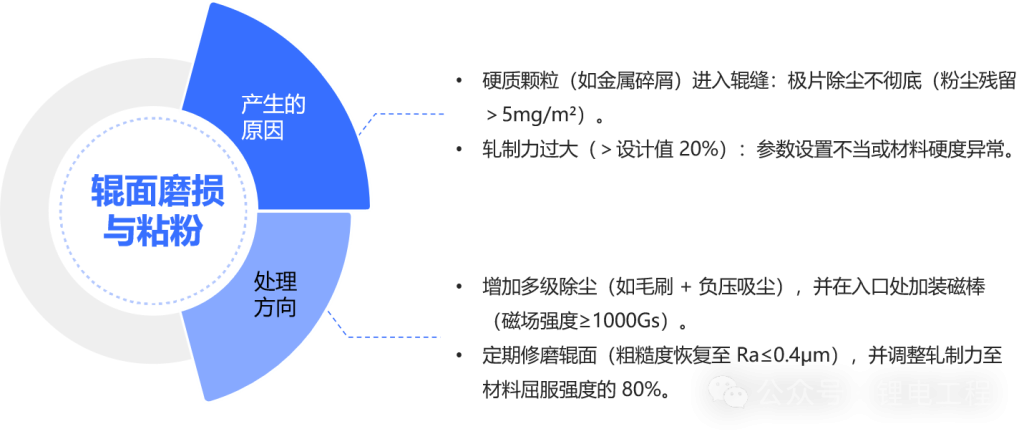
5.5辊面磨损与粘粉
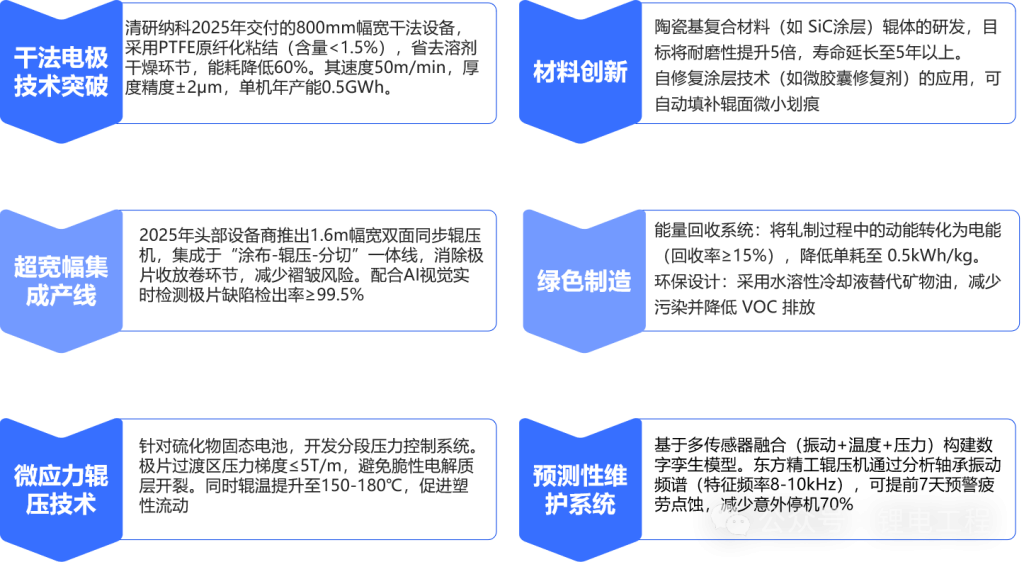
六、未来发展趋势
锂电辊压设备已从单纯的机械压实工具,演变为融合材料科学、精密机械与智能控制的复杂系统。未来技术竞争将聚焦三个维度:精度维度(厚度控制±0.5μm)、效率维度(线速>50m/min)及兼容维度(适应固态/硅基等新型电池)
辊压技术正围绕“极片高致密化”,“制造零缺陷”与“产能高适应性广”目标展开新一轮创新: