
锂电电极CTQ控制点失效分析
锂电电极制造过程中的关键质量控制点(CTQ)以及一旦失效对电芯性能的影响。主要包括搅拌、涂布、干燥、辊压和分切等主要环节。
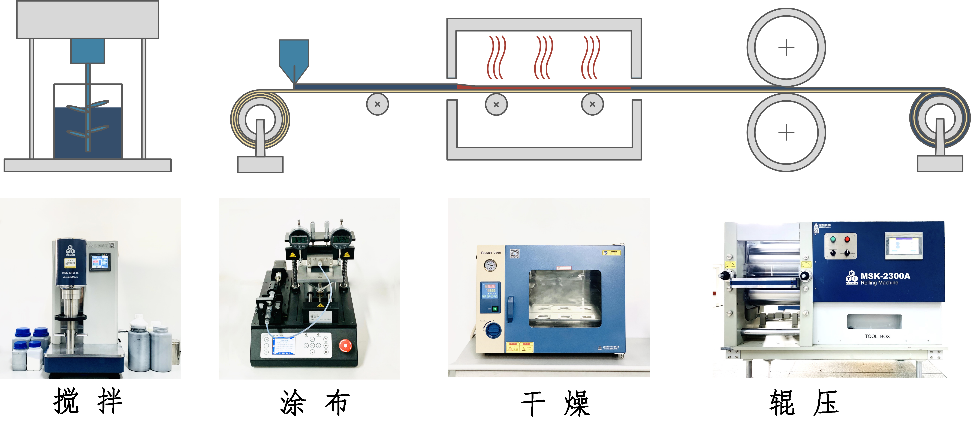
首先是搅拌环节
活性物质含量
这涉及到正负极中活性材料的比例是否符合要求。如果活性物含量不足,可能会降低电芯的容量和能量密度;而过高则可能增加副反应的风险,影响循环寿命。
粘结剂与导电剂比例
这两种添加剂对电极的结构稳定性和导电性能起着关键作用。粘结剂太少可能导致粉化,减少循环次数;太多则会填充活性材料的空间,降低容量。导电剂不足的话,电阻会上升,影响倍率性能和效率。
接下来是涂布环节
涂布厚度均匀性
这是指电极在涂布过程中材料分布是否一致。如果涂布不均匀,会导致电极局部厚薄不一,进而影响电池的一致性和充放电性能。比如,较厚的部分可能会导致局部电流密度增大,从而产生热点,加速老化。
涂层边缘整齐度
如果涂布边缘不整齐,可能会导致极耳或卷绕过程中出现短路,严重时引发电池故障,甚至引起热失控。
再者是干燥环节
残留溶剂含量
如果溶剂残留过多,在充放电过程中可能挥发并积聚气体,影响电池性能,严重时会导致气肿或鼓包。
干燥时间与温度控制
过快或过高可能会损伤极片结构;不彻底则残留的溶剂会影响后续工艺及性能稳定。
然后是辊压环节
压实密度
这是指电极材料被压缩的程度。密度不足会影响容量和能量密度;过高的密度可能会破坏颗粒结构,增加内阻,影响倍率性能。
辊压平整度
不平的电极会增加加工难度,并可能在后续步骤中导致尺寸不符,影响电池的一致性和寿命。
最后是分切环节
分切宽度公差
宽度不合适会导致卷绕困难,影响电芯的整体结构。偏差太大可能会在组装时引起短路或者容量不一致。
分切边缘毛刺
毛刺可能会刺穿隔膜,导致内部短路,从而引发电池发热、膨胀甚至爆炸。
每一步都有其独特的质量管控点,一旦这些点出现问题,就会对电芯性能产生负面影响。因此,在生产过程中需要严格监控每个CTQ项目,确保每一步都符合标准,从而保证锂电池的整体质量和可靠性。
锂电池电极制造过程中的控制关键质量(CTQ)项目及其失效影响如下:
❶搅拌工艺
①涂布活性物质含量
管控指标:单位面积上的活性物质量必须符合设计值,允差通常在±2%以内。
失效影响:含量不足导致容量偏低,能量密度下降。过高则可能增加副反应风险,降低循环寿命。
❷涂布工艺
①涂布厚度均匀性
管控指标:涂布的厚度一致性,通常使用标准偏差来衡量。
失效影响:局部过厚区域容易导致锂离子浓度梯度不均,引发局部过充或析锂现象,损害循环性能。过薄区域可能无法提供足够的容量,影响整体电池的能量密度。
②涂层结构完整性
管控指标:涂层表面应平滑,无明显缺陷如针孔、气泡等。
失效影响:缺陷可能导致电解液渗透到活性物质层,造成短路或增加自放电率
③涂布边缘整齐度
管控指标:涂边要均匀一致,避免出现波浪形或不规则边缘。
失效影响:边缘不整可能导致极耳焊接不良或卷绕过程中产生短路风险。影响后续分切和辊压工艺的精确性。
❸干燥工艺
①残余溶剂含量
管控指标:干燥后极片中有机溶剂的残留量不超过规定值。
失效影响:残留溶剂在充放电过程中容易挥发,导致电池膨胀或鼓包。可能影响电极与集流体之间的粘结性能。
②干燥过程参数
管控指标:包括干燥温度、时间等工艺参数的控制。
失效影响:温度过高可能导致活性物质分解,降低电池性能。时间不足无法彻底去除溶剂,残留溶剂会对后续加工和电化学性能造成负面影响。
❹辊压工艺
①辊压密度
管控指标:压实后的电极材料密度,通常通过检测单面厚度变化来反映。
失效影响:密度过低导致活性物质利用率降低,电池容量不足。过高则可能破坏颗粒结构,导致较高的内阻和较差的循环稳定性。
②辊压平整度
管控指标:电极表面的平滑程度,通过粗糙度测量来评估。
失效影响:表面不平会影响后续分切的精度,可能导致尺寸偏差或短路问题。影响电池的一致性和内部结构稳定性。
❺分切工艺
①分切精确度
管控指标:极片宽度公差需严格控制在±0.2mm之内。
失效影响:宽度过宽导致电极超出设计范围,影响卷绕和封装效率。过窄可能导致容量不足或引起卷绕异常。
②分切边缘质量
管控指标:检查分切后边缘是否有明显的毛刺、掉粉现象。
失效影响:毛刺可能刺穿隔膜,导致内部短路,增加热失控风险。边缘不光滑会导致卷绕过程中极片偏移或断裂。
③分切后电极完整性
管控指标:确保分切后的电极无裂纹、破损等问题。
失效影响:裂纹和破损部位容易导致电解液渗透,引发自放电或早期容量衰减。
结论
锂电池电极制造过程中的CTQ项目直接影响着电池的关键性能指标。通过严格的监控和质量控制,可以有效避免这些关键点的失效,从而确保生产的电池具备高性能、高安全性和长寿命。