
锂电池涂布工序介绍
涂布是继搅拌之后的第二环节,今天我们从涂布的目的与原理;基本工艺流程这两点做一个简要的总结。
一.涂布的目的与原理
目的:将流体浆料均匀地涂覆在金属箔的表面并烘干,制成电池极片。
原理:
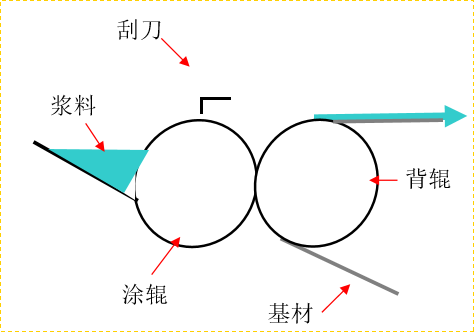
转移式涂布:涂辊转动带动浆料,通过调整刮刀间隙来调节浆料转移量,并利用背辊与涂辊的相对转动将浆料转移到基材上,然后通过干燥加热蒸发浆料中的溶剂,使固体物质粘结于基材上。
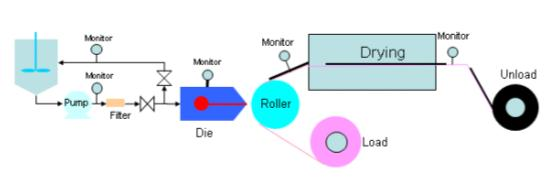
挤压式涂布:过模头狭缝将浆料挤压到基材上,形成均匀涂层。关键在于模头内部的流场控制,确保浆料均匀分布。其核心是挤压涂布头腔体结构与浆料流变性的配合,浆料经过泵输送到涂布头腔体中,由于挤压涂布头唇口间隙较小,浆料会受到较大流动阻力,浆料将会在腔体中进行填充,填充满之后再流经唇口涂覆在基材上。在这个过程中,要求刀模变形尽可能小,目的是为保证涂覆的一致性。(腔体压力变化影响走带方向涂覆的一致性)
二.基本流程
1.浆料准备
浆料需具备适宜的黏度和剪切稀化特性,确保涂布时流动均匀,静止时不易沉降。黏度过高会导致涂布困难,过低则易流淌。
2.涂布流程
放卷→接片→张力控制→自动纠偏→涂布→干燥→收卷
放卷:这一步是将成卷的极片材料(比如铜箔或铝箔)展开,供后续加工使用。需要确保材料展开时的张力稳定,避免材料松弛或断裂。
接片:当一卷箔材用完时,快速连接下一卷箔材,确保生产连续。需要确保接头平整、牢固。
张力控制:整个涂布过程中,材料的张力必须保持稳定,否则会导致材料褶皱、断裂或者涂布不均匀。
自动纠偏:是为了确保材料在运行过程中保持正确的位置,避免偏移导致涂布错位。
涂布:将活性材料浆料均匀地涂覆在金属箔上。涂布机的类型有很多种,比如刮刀式、逗号辊式、狭缝式等,不同的涂布方式适用于不同的材料和工艺要求。需要控制涂布的厚度、速度和均匀性。
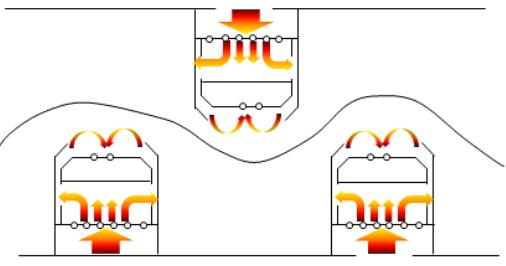
干燥:干燥是将涂布后的湿膜中的溶剂蒸发,形成固态的活性物质层。干燥过程需要控制温度、风速和时间,确保溶剂完全去除,同时避免材料受热变形或性能下降。干燥箱通常分为多个温区,逐步升温以提高干燥效率。
收卷:最后是收卷,将干燥后的极片重新卷绕成卷,以便后续加工。收卷时同样需要控制张力,确保卷绕紧密且均匀,避免材料松弛或起皱。
涂布的质量不仅受涂布参数的影响,也与浆料质量的好坏有着直接关系,电池的生产每个工序都是环环相扣。因此生产的每一步都要保证不出错,才能尽可能的提高优率。