
锂电池浆料6个常见的异常及解决方案(匀浆工艺)
锂电池制造工艺电极段包括(匀浆-涂布-辊压-分切-模切),匀浆既是电极段的重要环节,更是整个电池制造中的重中之重。
电芯开发工程师都知道的,一般项目在跟进的过程中,如果匀浆没有异常真的省心太多了。后面环节如果出现问题,最多我电池少做一点。匀浆就出现问题,让工程师头疼。匀浆如果出现问题,很有可能导致整锅料报废,如果没有及时发现,后续也直接影响电芯的性能。
锂电池浆料异常及解决方案的详细分析如下,按照常见问题分类:
粘度异常
正极浆料出料粘度一般为10000左右,负极浆料一般控制在4-5000左右,更有利于涂布。粘度异常最直接的表象是影响涂布,也间接影响后期电池的一致性和性能。
表现为:浆料过稠或过稀,导致涂布不均(条纹、边缘收缩)或流挂。
可能原因:
(1)固含量过高或过低;
(2)搅拌速度/时间不足或过长;
(3)粘结剂(如PVDF)分子量不匹配或溶解不完全;
(4)溶剂(如NMP)纯度不足或挥发。
解决方案:
(1)调整固含量(如活性物质、导电剂、粘结剂比例);
(2)优化搅拌工艺(分阶段调整转速和时间,如先低速混合再高速分散);
(3)确保溶剂纯度,控制环境温湿度以减少挥发;
(4)更换粘结剂或调整溶解温度(如PVDF在NMP中需加热至50-60℃溶解)。
分散性不良
表现:浆料中有团聚颗粒,导电性差,电极片电阻高。
可能原因:
(1) 导电剂(如炭黑)或活性物质分散不充分;
(2) 搅拌设备剪切力不足(如转子结构或转速问题);
(3)未使用分散剂或配方不合理。
解决方案:
(1)采用阶梯式分散工艺(如先预混导电剂和溶剂,再逐步加入活性物质);
(2)升级高剪切搅拌设备或延长分散时间;
(3)添加分散剂(如CMC、PAA等)或优化配方比例;
(4)使用粒径更小的导电剂(如纳米碳管替代炭黑)。
沉降与分层
表现:浆料静置后分层,底部沉淀,上层稀液。
可能原因:
(1)粘结剂用量不足,无法悬浮颗粒;
(2)固含量过低或溶剂密度不匹配;
(3)浆料稳定性差(Zeta电位低)。
解决方案:
(1)增加粘结剂比例或更换高粘度粘结剂(如改性PVDF);
(2)提高固含量或添加增稠剂;
(3)引入悬浮稳定剂或调整pH值以提升Zeta电位;
(4)采用连续搅拌储存罐或缩短浆料存放时间。
气泡问题
表现:浆料含气泡,涂布后出现针孔、裂纹。
可能原因:
搅拌过程中卷入空气(高速搅拌或设备密封性差);
溶剂挥发过快或温度过高产生气泡。
解决方案:
真空脱泡处理;
降低搅拌速度或采用自转/公转行星式搅拌机;
添加消泡剂(如有机硅类或聚醚类);
控制环境温度(20-25℃)和湿度(≤30% RH)。
凝胶化或结块
表现:浆料变稠、结块,流动性丧失。
可能原因:
溶剂与粘结剂相容性差(如NMP含水导致PVDF析出)。
原材料中水分超标。
环境控制不到位,湿度过高。
浆料储存时间过长或温度过高。
解决方案:
严格控制溶剂水分含量(如NMP水分≤500 ppm)。
缩短浆料使用周期(建议8小时内用完)。
添加稳定剂或调整粘结剂类型(如水性体系改用SBR/CMC)。
粘度时变特性异常
表现:浆料粘度随搅拌时间延长显著变化(上升或下降)。
可能原因:
材料降解(如正极浆料中PVDF分子链断裂、负极浆料中SBR加入过早或高速分散结构被破坏)。
溶剂挥发或温度波动。
解决方案:
优化搅拌工艺,避免长时间高速剪切导致降解。
使用恒温搅拌设备(如夹套控温)。
更换耐剪切型粘结剂(如聚丙烯酸酯类)。
系统性预防措施
材料控制:严格检测原材料(如粒径分布、纯度、水分)。
工艺优化:采用DOE(实验设计)确定最佳搅拌参数。
设备升级:使用高精度分散设备(如双行星搅拌机)。
环境管理:控制温湿度(如干燥房,露点≤-40℃)。
实时监控:在线粘度计+粒度分析仪,实现过程闭环控制。
通过以上措施,可系统化解决浆料异常问题,提升锂电池电极的一致性和性能。
案例分析:
下图A和B为两款正极材料:
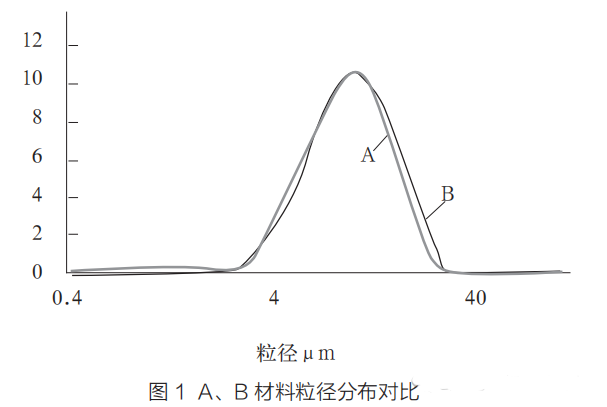
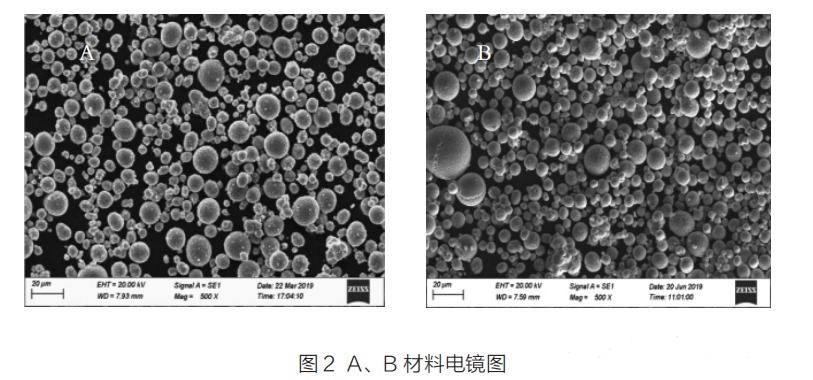
通过对比A、B两款不同材料的粒径分布数据可以看出,2款材料的分布范围区别不大,中值粒径都在10μm左右,但A材料在1μm左右有一个小颗粒集群峰。比较2款材料的电镜图片(图 2)可以看出,A样品表面微粉明显多于B样品,在同样的工艺下A样品的凝胶时间为10h左右,而B样品则需要24h左右,显然B样品的稳定性要优于A样品。