
锂电池寿命衰减机理及改善途径(一)
大量研究工作探究了锂离子电池循环寿命影响因素和衰减机理,结果表明,充放电循环过程中的性能衰减主要源于正、负极材料的失效以及活性锂的损失。本文综述了锂离子电池循环寿命研究现状和存在的问题。
1 锂离子电池性能衰减原因
1.1 锂离子电池结构与工作原理
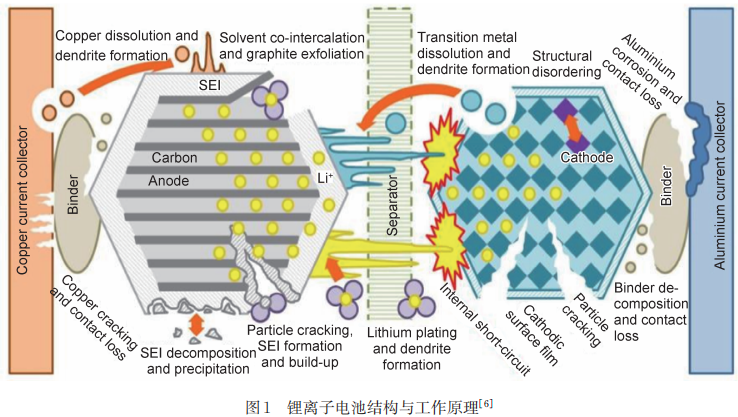
锂离子电池主要由正极、负极、电解液、隔膜以及集流体等组成,其结构如图1所示。充电时电流通过集流体将电子分配给负极,Li+嵌入负极或形成化合物。充电时负极表面的电子与电解液反应生成导通Li+。放电时电子通过外电路流入正极,Li+在电势以及浓度差的作用下通过电解液、穿过隔膜,到达正极后形成锂的金属化合物。锂离子电池隔膜材料通常为聚乙烯或聚丙烯。下面重点介绍锂离子电池的正极和负极材料。
1.1.1 正极材料的结构与相变
锂离子电池正极通常包括导电剂、黏结剂和正极活性材料,其中导电剂起到电子传导的作用,而离子传输更多的是靠渗透到正极材料内二级颗粒间的电解液来完成的;黏结剂起到辅助离子和电子传导作用。目前,商业正极材料可分为3类:(1)橄榄石结构/聚阴离子氧化物,以磷酸铁锂(LFP)为代表;(2)层状氧化物,包括钴酸锂(LCO)和三元材料NMC;(3)尖晶石氧化物,包括LixMnO4(LMO)。3 类正极材料结构示意图如图2所示。
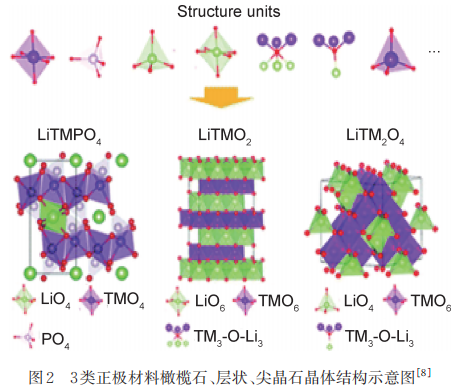
锂离子在正极上的嵌入或脱出会导致正极材料晶体结构发生改变。LFP晶胞由1个FeO6八面体、1个PO4四面体以及2个LiO6八面体组成。LFP充电时,Fe2+被氧化为Fe3+,当锂完全脱出后形成FePO4,其晶体结构与LFP相似,但晶胞体积缩小6.81%。LCO晶胞具有层状结构,属于六方晶系,氧离子在晶胞中组成八面体,Co2+和Li+占据八面体中心。Co—O键具有强离子性,晶格可以看作是CoO6八面体和锂层交替排布而成。这种层状结构为锂在充放电循环过程中向晶格内外扩散提供了理想的二维通道。伴随着锂离子的脱出过程,LCO可以经历多次相变,导致晶胞体积剧烈变化从而产生内应力直至颗粒发生开裂;同时晶胞结构的改变会造成Co和O原子活性提高,增加与电解液的反应倾向。
三元材料NMC在成分上具有多样性,不同镍、钴、锰比例会得到不同性质的材料,如Ni含量提升可以提高容量,但降低循环寿命;而Mn含量提升可增加结构稳定性。高镍三元正极材料Ni85在充放电过程中会发生H1-M(六方相向单斜相)、M-H2(单斜相向六方相)和H2-H3(六方相向六方相)等相变,其中H2-H3相变会引发晶格c轴巨大收缩。因此,根据应用场景所需要的电压区间,设计合适的材料成分以减小相变的危害是十分重要的。
1.1.2 负极材料种类与固体电解质界面(SEI)膜
锂离子电池负极材料一般有3类。(1)层状结构化合物。以石墨和钛酸锂为代表,目前接近98%的锂离子电池负极材料为石墨。石墨作为负极材料的优点是结构稳定、力学性能好、成本低,且在锂离子嵌入和脱出过程体积变化小,但其缺点是理论容量较低,目前实际容量已经接近理论容量极限,提升空间较小。(2)合金化合物。以硅、锡为代表,其优点是理论容量高,但是在充放电过程中体积变化过大,从而会诱发SEI膜过度生长和容量快速衰减,限制了其广泛应用。(3)过渡金属氧化物。以氧化镍、氧化铜和氧化钴为代表,优点在于理论密度相比于石墨高,但是极化偏大、脱锂电压较高,导致其实际工作电压较低。
SEI膜普遍存在于负极材料表面,从化学反应动力学来说,负极材料费米能级高于电解液LUMO能级时均有形成SEI膜的可能。石墨和硅作为锂离子电池负极材料时,开路条件下SEI膜不能形成,需分别施加0.1V和0.4V的外部电压才可形成SEI膜。SEI膜具有阻隔电子、电解液、导通Li+的作用,对于保持负极材料稳定性具有重要意义。
目前SEI膜双层结构模型得到了广泛的认可,即由以无机物为主的内层和由有机物为主的外层构成,SEI膜的双层结构模型(图3(a))显示其由无机物内层和有机物外层构成。其形成过程(图3(b))中,碳酸乙烯酯(EC)和LiPF6在负极界面发生还原反应(图3(c)),生成含LiF和LEDC的初级SEI膜。初级SEI膜厚约50nm,可以有效防止电解液分解和石墨剥离。但是初级SEI膜不稳定,在循环过程中膜的组分发生改变,逐渐形成稳定SEI膜。SEI膜的成分变化通常体现为无机物含量提高,以及有机物含量减少,这种成分变化与电解液成分、负极材料、温度和电流等多种因素相关,其影响机理有待进一步研究。
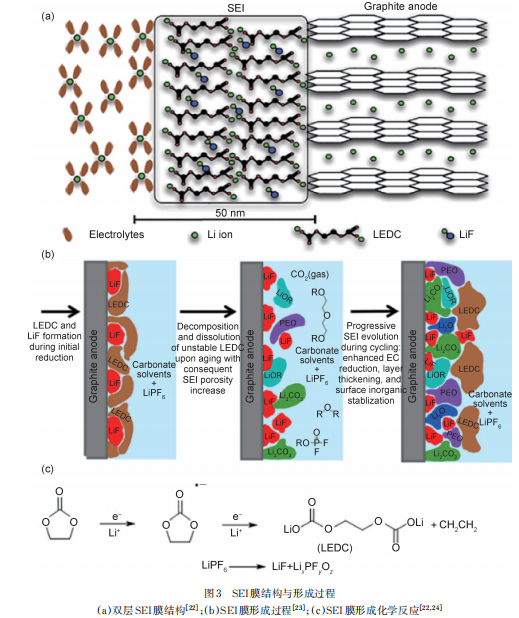
从图3(b)所示的SEI膜结构来看,SEI膜无机内层致密度较高,具有较好的结构稳定性,但延展性较差;有机外层具有多孔结构、延展性较好,可以维持SEI膜的结构完整性,但化学稳定性较差。在高温以及大倍率充放电时,负极材料嵌入和脱出锂引起的体积变化加剧时,会导致SEI膜的破裂。
依据电化学反应动力学原理,到目前为止,电池寿命衰减的根源主要可归因于以下4点:(1)正极材料的溶解诱发结构损伤;(2)SEI膜的重建伴随着活性锂的消耗;(3)正极材料的损伤(包括开裂与粉化脱落);(4)正极材料的产气(氧逃逸)导致表面电解质的氧化降解。上述4种衰减机制从根本上是相关的。脱锂化的正极会与电解质发生副反应,导致过渡金属的化合价降低,并诱导部分过渡金属元素溶解在电解液中,同时溶解的过渡金属会导致SEI膜的电子电导率增大,破坏其稳定性。同时,由于暴露的新鲜表面,裂纹和粉碎会不断向正极颗粒内部深入。进一步地,可氧化电解质很容易从脱锂正极中捕获氧气,从而加速正极表面SEI膜的重建和副反应。下面从正极材料损伤与产气和活性锂消耗2方面对电池寿命衰减的原因进行详细介绍。
1.2 正极材料损伤与产气
1.2.1 正极颗粒损伤
组成正极的一级和二级颗粒形貌如图4(a)所示,其中,一级颗粒粒径数百纳米,二级颗粒由一级颗粒集束而成,粒径达数十微米。正极材料在嵌锂和脱锂过程中,晶型转变会导致晶格畸变,同时一级颗粒间变形不协调可以诱发相邻颗粒间的挤压、拉伸、剪切作用,在一级颗粒间诱发裂纹形成和扩展(图4(b))。Norman等计算了充放电过程中具有橄榄石、尖晶石和层状等结构的二级颗粒的内应力,结果表明,内应力大小取决于充电倍率、颗粒尺寸、颗粒形状以及离子和电导率;在多次充放电过程中内应力不断增大,有可能导致颗粒的断裂。
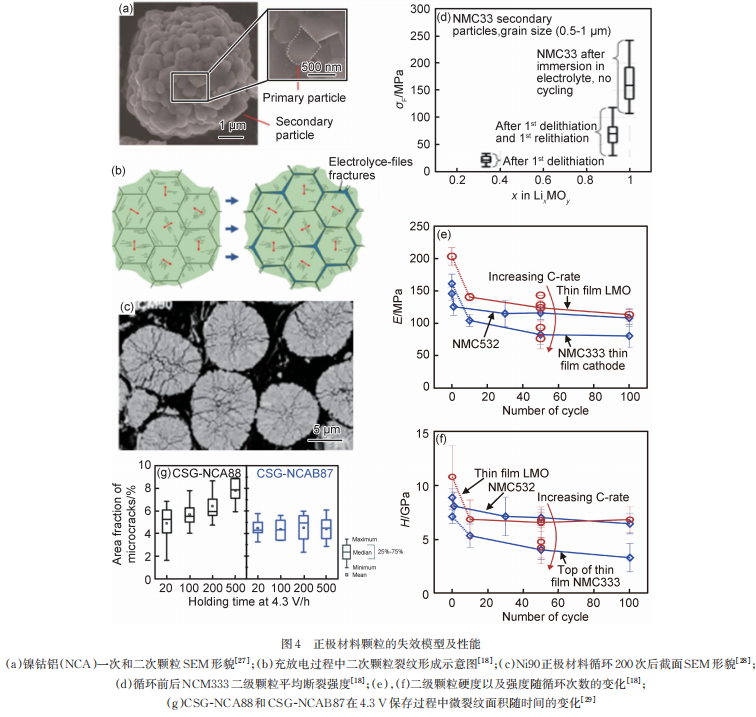
图4(c)展示了NCM90正极材料在1C条件下200次循环后的截面形貌,可以看出二级颗粒内存在大量的贯穿裂纹。Park等研究了NCM811和Ni90这2种正极材料微裂纹形成过程,发现循环过程中晶格体积往复变化会导致机械损伤积累和微裂纹的产生。NCM811二级颗粒中不会形成贯穿裂纹,对正极材料性能影响很小;而Ni90二级颗粒中形成贯穿裂纹,电解液由大量贯穿裂纹通道渗入形成钝化层,随着充放电循环次数增加,钝化层面积逐渐增大、增厚,最终使正极材料失去活性。
图4(d)~(f)显示了充电循环对NCM333二级颗粒的强度、模量和硬度的影响。仅仅一次循环后NCM333二级颗粒的平均断裂强度σF仅为未经历循环颗粒的44%(图4(d)),图4(e),(f)显示的硬度和模量变化趋势基本一致。根据断裂强度σF与裂纹尺寸a和断裂韧性K的关系,可以计算断裂的临界裂纹长度,即裂纹尺寸不超过在某一载荷下临界裂纹长度,颗粒就不会发生断裂,从而可以预测一定循环次数后剩余断裂强度。Namkoong等发现电池在高荷电状态下存放过程中,正极材料自发副反应同样会导致颗粒内形成微裂纹,CSG-NCA88电池在4.3V、100%荷电状态下保持20、100、200h和500h后(图4(g)),微裂纹面积依次递增,而掺加了细长混杂相的CSG-NCAB87材料的微裂纹面积基本不变。
1.2.2 正极材料产气
含有过渡金属的电极在使用时往往产生气体,气体释放可诱发正极材料性能衰减。Liu等利用原位X射线衍射成像技术研究了LMR正极LiTMO2和Li2MnO3相的不均匀电化学动力学行为,发现晶格拉伸应变和Li+浓度不均匀现象可以加速Li2MnO3的分解和氧释放,导致正极性能的衰减。
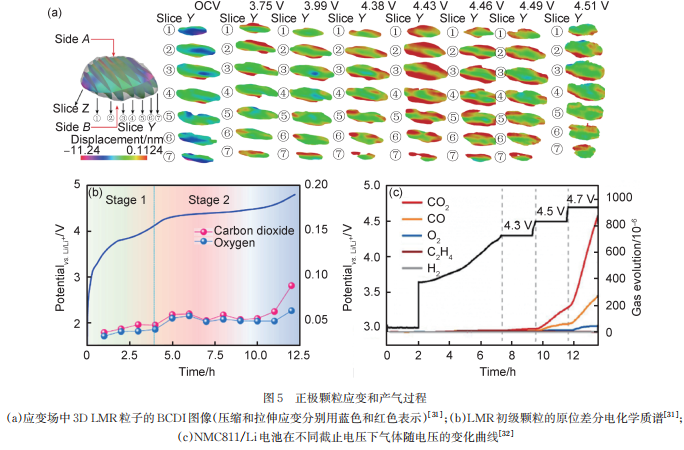
图5(a)显示了正极颗粒在不同电压下的应力状态,可以看出晶格应变从3.75V开始增大,4.46V时达到最大,在4.51V时减小到零。相应地,图5(b)第1阶段(3.75~4.46V)气体含量变化较小,进入第2个阶段(4.46~4.51V)后氧气/二氧化碳同时释放、晶格应变随之减小;在4.51V时应变消失,显示了晶格应变与产气的密切关联。Rinkel等结合原位气体测试及液体NMR法研究了电解液在NMC及LCO正极上的分解反应和电解液的分解产物(图5(c)),结果表明在低电位(SOC<80%)时,碳酸乙烯酯(EC)发生脱氢反应,形成碳酸亚乙烯酯(VC);而在高电位(SOC>80%)时,过渡金属层间释放的单态氧(1O2)氧化EC分子并产生CO2、CO及H2O。
1.3 活性锂的消耗
1.3.1 SEI膜修复消耗锂
锂离子电池负极材料(层状化合物、合金化合物、过渡金属氧化物)需要具有结构稳定的特点。以常用的石墨为例,石墨是由单层sp2杂化的石墨烯,通过范德华力和层间π键连接而形成的,具有稳定的结构。但长时间循环后,由于石墨化程度的降低,石墨片层间距增大,使得小溶剂分子容易嵌入石墨片层,造成结构的退化。在大电流放电或低温情况下,Li+扩散不及时导致的局部应力也会造成石墨片层的剥离和微裂纹的产生。
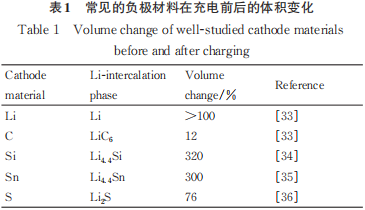
表1汇总了常见的负极材料在充电前后的体积变化,负极材料充电后体积增大明显,尽管负极表面SEI膜具有一定的延展性,但是过大的体积变化仍会导致SEI膜的破裂。负极表面SEI膜重建过程中会消耗活性锂,同时增加电池内阻。此外,表面 SEI膜破裂后,电解液中的活性分子会进入负极颗粒内部,在内表面形成SEI膜,导致负极材料颗粒体积膨胀甚至剥落。
自1990年商业化应用以来,以EC为代表的碳酸酯电解质已成为锂离子电池不可或缺的核心组分。这类电解液能在石墨负极表面形成稳定的SEI膜,有效保护负极材料。然则,其抗氧化能力不足导致在正极表面形成无机和含氧有机物,这些副反应不仅持续消耗电解液中的锂离子,降低电极活性物质含量,直接造成电池容量衰减,还会增大正极界面阻抗,引发极化电压升高、工作电压平台下降等连锁反应,最终导致电池能量密度显著降低。
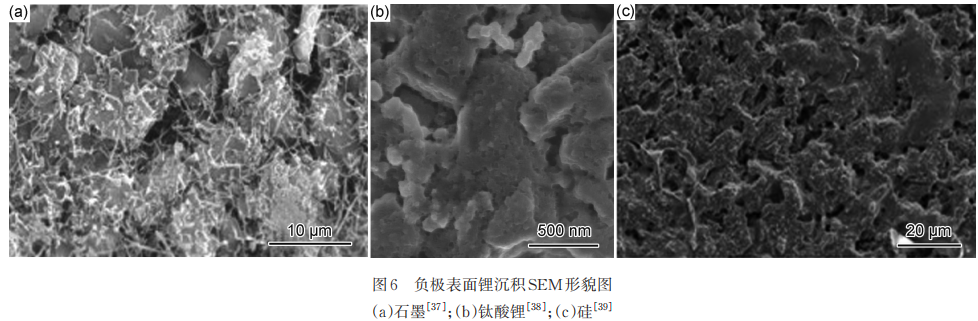
图6为锂沉积在石墨、钛酸锂、硅表面的形貌图,沉积的Li都可能长成枝晶,并导致不可逆的容量衰减甚至内部短路。在以石墨为负极的锂离子电池充电过程中,锂离子通过电解质转移到负极表面,锂离子嵌入石墨颗粒是首选的反应路径。这是由于与Li+/Li沉积电位(低于0V)相比,Li在石墨中的插入电位在0.01~0.2V更高。然而,考虑到锂离子电池的充电过程是一个动态的过程,特别是在高倍率条件下,电池内部发生极化现象(即欧姆压降、电荷转移等造成的过电位),为锂沉积提供了合适的条件。因此,在理论上,当平衡电位和过电位之和相对于Li+/Li变为负值时,就会发生锂沉积。
Waldmann等认为锂沉积的老化机制体现为沉积的锂金属可以与电解质反应形成SEI膜,导致锂传输通道堵塞,从而降低负极电化学反应动力学,进一步增加锂沉积的倾向。此外,少量锂枝晶在后续循环过程中可以发生溶解,锂枝晶底部完全溶解后,剩余未溶解的锂被称为“死锂”,造成活性锂的不可逆损耗。石墨电极在表面会形成SEI锂化层,当过度锂化发生时,开始在石墨表面形成金属锂薄层,以保证石墨与电解质的电接触。但此时金属锂会与电解液发生副反应,形成新的SEI膜,并伴随着活性锂的损耗。在锂脱出的过程中,一部分金属锂会可逆的溶解,而剩余的金属锂称为不可逆锂。随着脱出过程的持续,不可逆锂与石墨电极的电接触变差,最终形成死锂,加速了活性锂的损耗。Kabir等发现电池老化后期,析锂现象会更加频繁出现,从而导致电池容量衰减,原因主要是随着SEI膜生成,电极材料的空隙减小,负极处电解质电位梯度增加,出现析锂情况的概率也随之增加。因此在充放电过程中,这部分析出的锂无法参与反应过程,导致活性锂消耗过快。