锂电正负极(投料)制浆系统
一、发展历程
锂电正负极(投料)制浆系统随着锂电池行业的发展而不断演进,以下是其主要发展历程
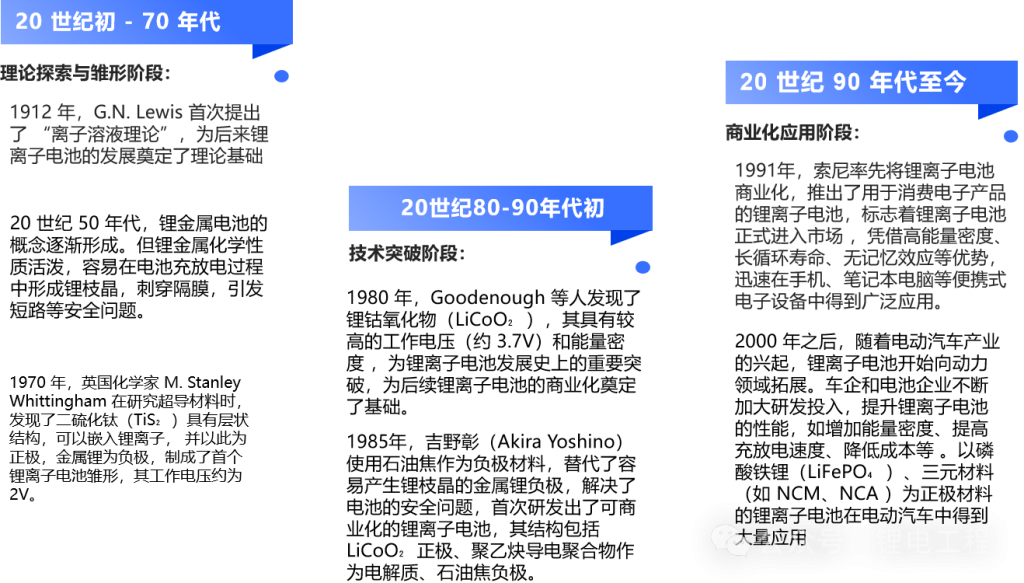
锂离子发展重要历程
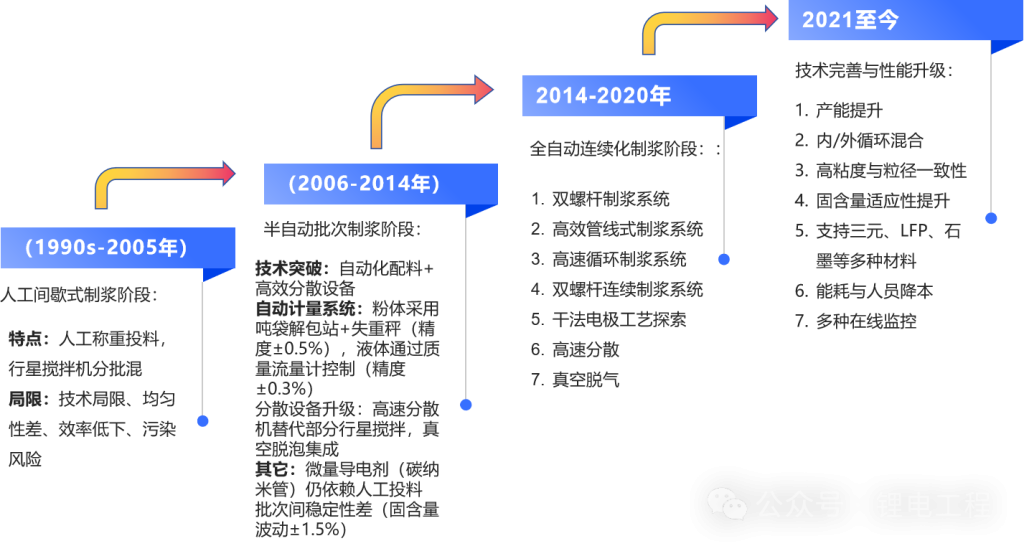
制浆系统发展重要历程
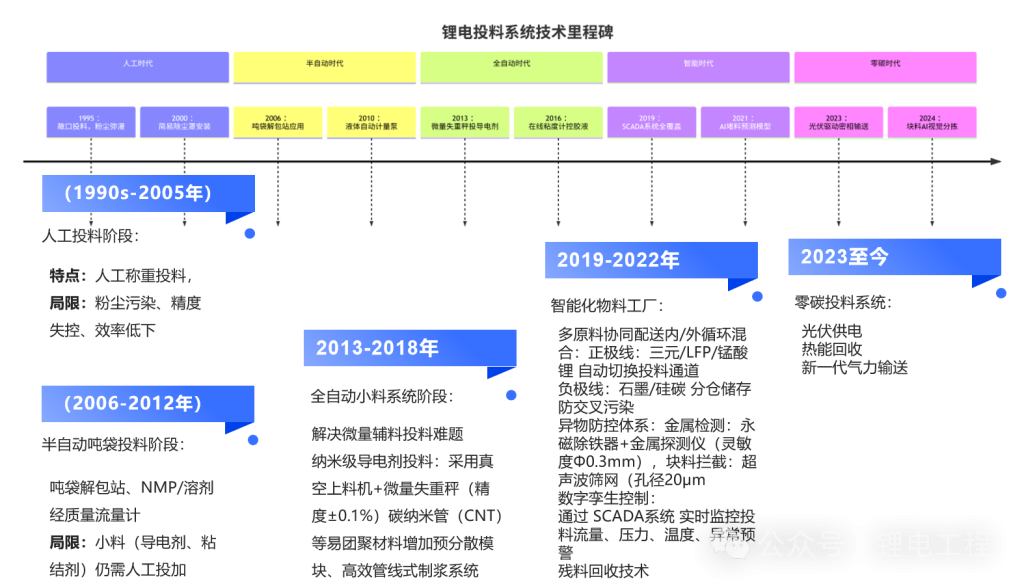
投料系统发展重要历程
近年来,锂离子电池在储能领域的应用也日益广泛,如电网调峰、可再生能源(太阳能、风能)储能等 ,推动了锂离子电池技术的进一步发展和成本降低。
二、制浆系统
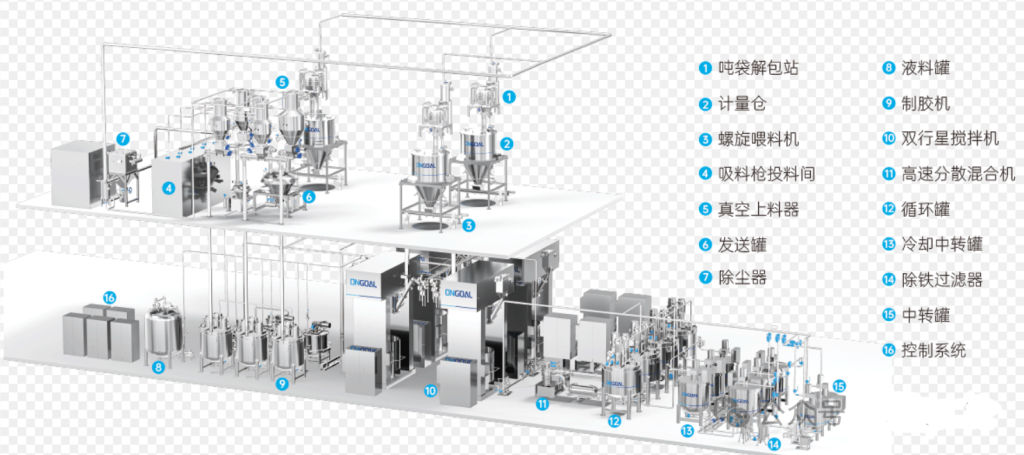
锂离子电池制造的核心环节;正/负极浆料制备,直接决定了电池的电化学性能与安全性。当前行业主流制浆系统根据工艺原理可分为三大类,每类在材料适应性、效率指标和浆料品质方面均有显著差异。
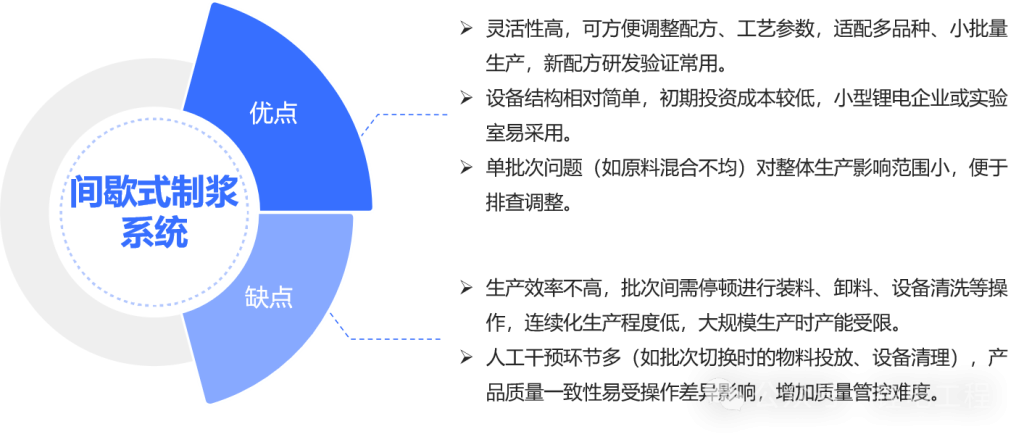
2.1间歇式:双行星真空搅拌系统

现场外观示意图

搅拌内部示意图
双行星搅拌系统是锂电池行业应用历史最久的制浆工艺,其工作原理依赖于机械剪切力与容器运动的复合作用。该系统由行星齿轮驱动两个搅拌桨(通常为一个框式桨和一个分散桨)在公转的同时高速自转,在真空环境下实现对物料的三维立体混合。典型结构包含双层行星搅拌缸、液压升降系统、真空密封装置及温控模块。
立体系统示意图

平面系统示意图
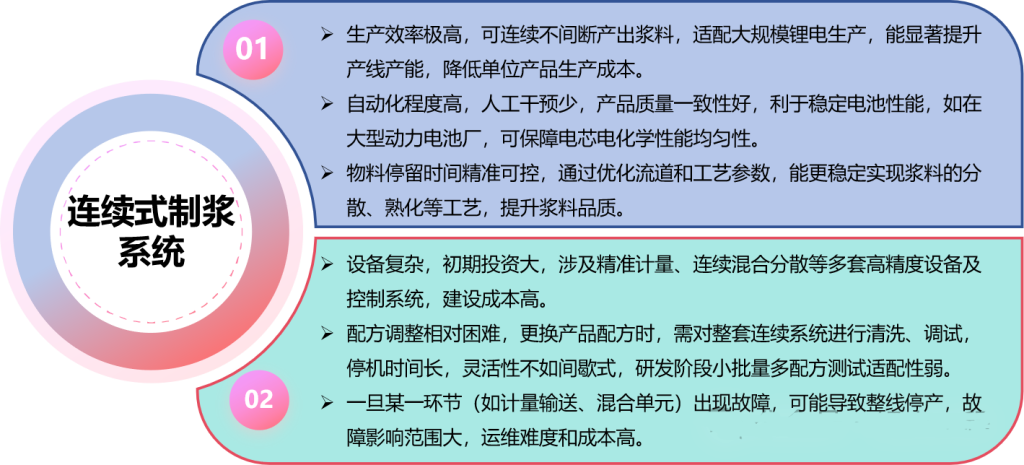
2.2连续式制浆系统
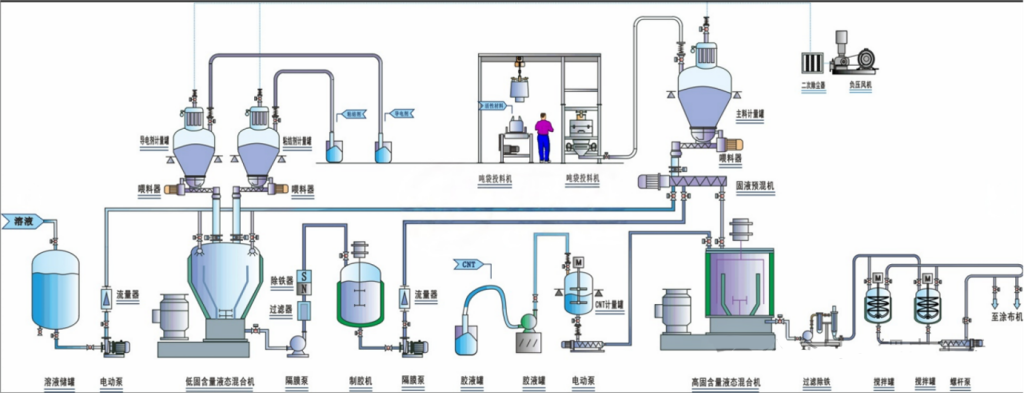
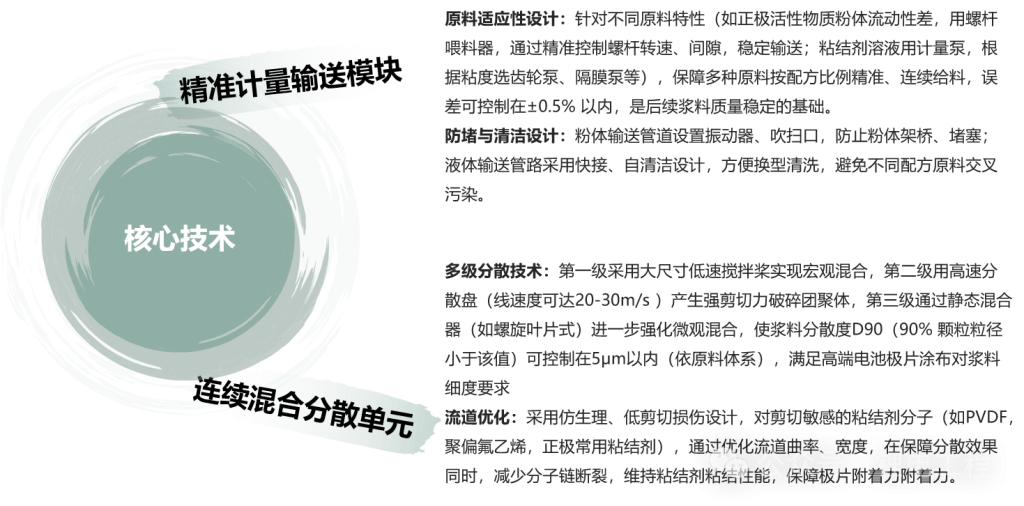
工作原理:原料通过精准计量输送装置(如螺杆喂料器、泵等)连续输入制浆单元,在连续流动的管道或反应腔中,经多级搅拌、分散、剪切等作用,同时完成混合、分散、熟化等工艺,浆料持续产出 。
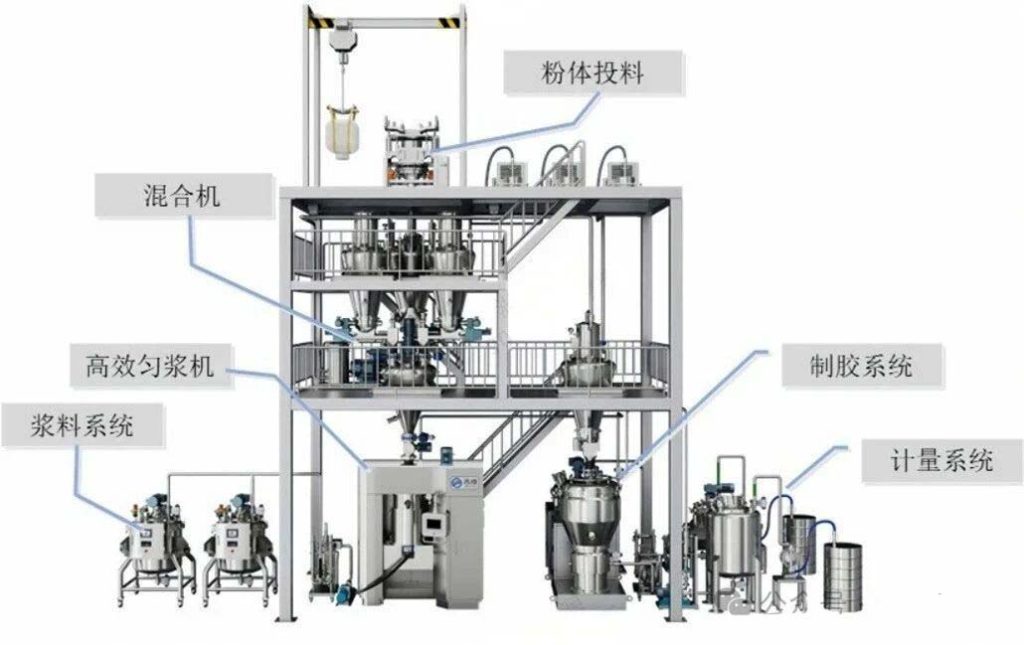
结构特征:由原料计量输送模块(含多种原料的精准给料设备)、连续混合分散单元(如串联的多级搅拌腔、在线分散器、静态混合器等)、温度压力控制模块(对制浆流道控温调压)、浆料输送及过滤模块组成,通过自动化控制系统协调各部分连续运行。


采用同向捏合型双螺杆,物料受到辊压及反向速度梯度作用,形成8字型通道输送,螺杆浮起,避免螺杆与机简摩擦,使物料均匀混合分散;共轭型螺杆,具备良好的自洁性。
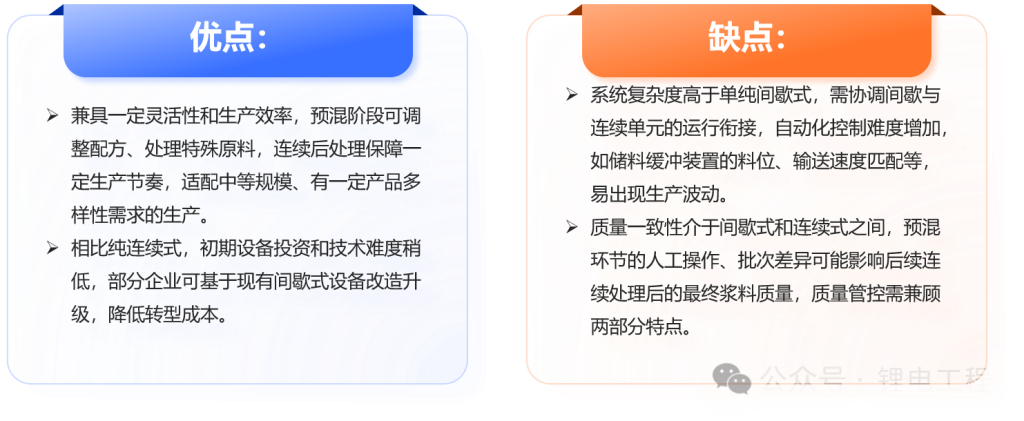
2.3半连续式制浆系统
工作原理:结合间歇式和连续式特点,通常先通过间歇式制浆制备一定量的预混浆料(完成部分混合、分散工艺),再将预混浆料连续输入后续连续处理单元(如进一步剪切分散、熟化等),实现半连续生产模式 。
结构特征:包含间歇式预混单元(类似间歇式制浆的搅拌罐等设备)和连续后处理单元(如连续分散机、在线熟化管道等),通过输送泵等设备连接,有中间储料及缓冲装置协调两部分运行。
三、制浆系统关键工艺
3.1原料预处理
粉体分散:正负极活性物质(如正极钴酸锂、磷酸铁锂,负极石墨等)、导电剂(炭黑、石墨烯等)常为粉体,易团聚。需通过机械力(如搅拌分散、研磨)或添加分散剂,打破团聚体,增大比表面积,促进与粘结剂、溶剂混合。如炭黑团聚体分散不良,会导致导电网络构建不均,影响电池内阻和充放电性能。
液体原料除杂:溶剂(如 NMP ,N – 甲基吡咯烷酮,常用于正极制浆)、粘结剂溶液等,需过滤、精馏等除杂,避免金属杂质、颗粒物影响电池安全性(如金属杂质可能引发电池内部微短路)
3.2混合分散
搅拌混合:通过搅拌器转动,使不同原料宏观混合,形成初步浆料。搅拌桨叶形式、转速影响混合效果,如锚式桨适合高粘度浆料初期搅拌,分散盘桨可增强剪切分散作用。
剪切分散:借助高速旋转的分散盘、剪切刀等,产生强剪切力,将大颗粒、团聚体破碎,实现微观均匀分散。如负极石墨浆料中,石墨片层易堆叠,高剪切分散可剥离片层,提升分散性和导电性。
超声分散(辅助):利用超声波空化效应,产生瞬时高温高压和微射流,辅助破碎团聚体,尤其对纳米级导电剂(如碳纳米管)分散效果显著,但能耗高,大规模生产中多作为辅助手段。
3.3熟化工艺
作用:让浆料在一定温度、时间下静置或低速搅拌,使各组分分子间充分作用,如粘结剂分子更好地包覆活性物质颗粒、溶剂均匀渗透,提升浆料稳定性和流变性。如正极浆料熟化不足,涂布时易出现条纹、厚度不均;熟化过度,可能导致粘结剂过度交联,影响极片柔韧性。
控制参数:温度(通常30-60℃ ,依原料体系调整)、时间(几小时到十几小时不等),需结合浆料配方、制浆设备确定最优条件,保障后续涂布、辊压等工序质量。
3.4浆料过滤
目的:去除制浆过程中未分散的大颗粒、杂质(如设备磨损产生的金属屑、原料中残留的粗颗粒等),避免这些颗粒在涂布时刮伤涂布模头、极片,或在电池充放电时引发局部异常,影响电池寿命和安全。
方式:常用袋式过滤、滤芯过滤,根据浆料粘度、颗粒大小选择合适过滤精度(如几微米到几十微米),同时需控制过滤压力、流量,避免堵塞滤网,影响生产效率。
四、常用制浆系统

五、 生产流程与质量管控
5.1生产流程
原料经精准计量后,连续进入混合分散单元,依次完成初步混合、高剪切分散、静态混合,形成初步浆料;随后进入在线熟化管道,在设定温度(如40℃ )、流速下(通过管道长度和输送泵控制停留时间,如2小时)完成熟化;熟化后浆料经在线过滤(精度5μm 滤芯 ),去除杂质,输送至涂布工序储料罐,全程连续不间断,生产节拍可达每小时几吨至几十吨浆料(依产线规模 )。
5.2质量管控
在线检测:利用激光粒度仪在线监测浆料颗粒粒径分布,近红外光谱仪实时分析各组分含量(如活性物质、粘结剂浓度),一旦超出控制范围(如粒径分布 D50 波动超过 ±0.2μm ),立即触发报警并联动控制系统调整参数。
批次追溯与大数据分析:为每一批次(虽连续生产,可按时间或物料量划分虚拟批次)建立数据档案,记录原料来源、制浆各环节参数、检测数据等,结合大数据分析,追溯质量问题根源(如某批次电芯循环寿命低,可回溯制浆时的分散参数、熟化时间是否异常 ),同时为工艺优化提供数据支撑,持续提升产品质量。
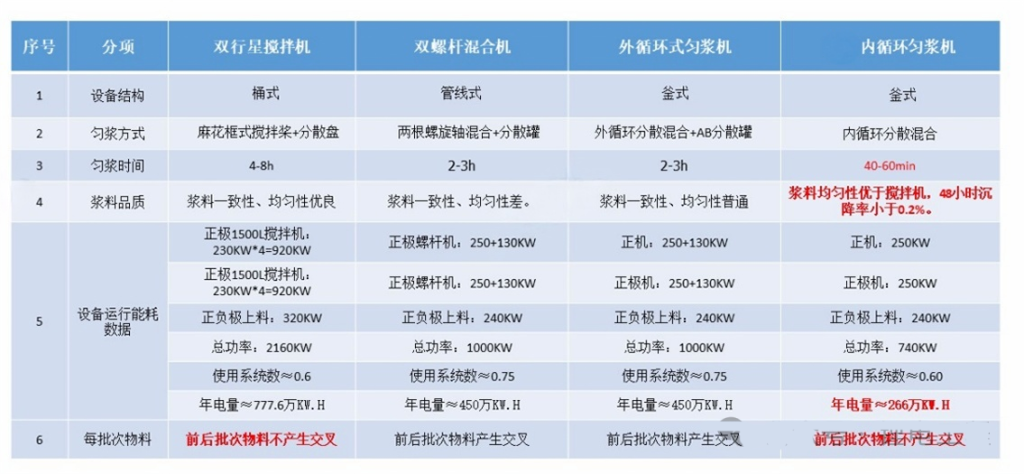
六、 匀浆方式比较
按磷酸铁锂2GWH产能(每小时1000L浆料)

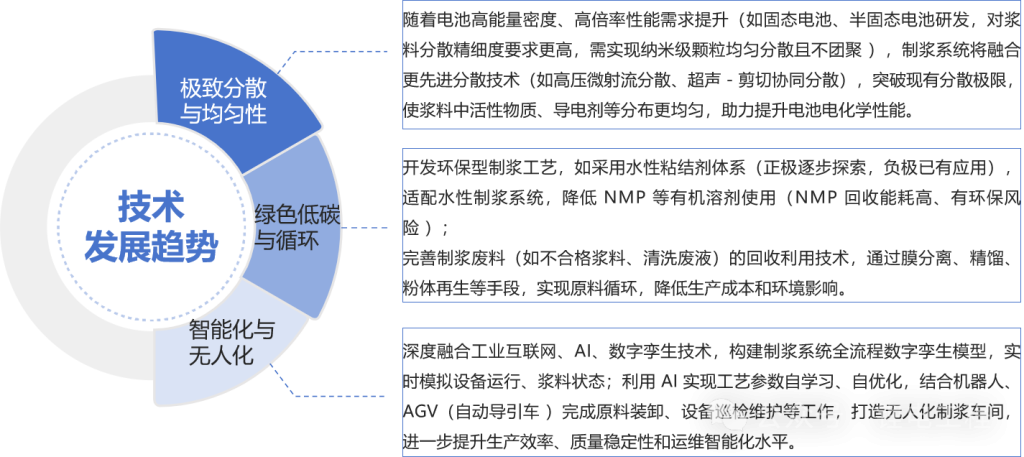
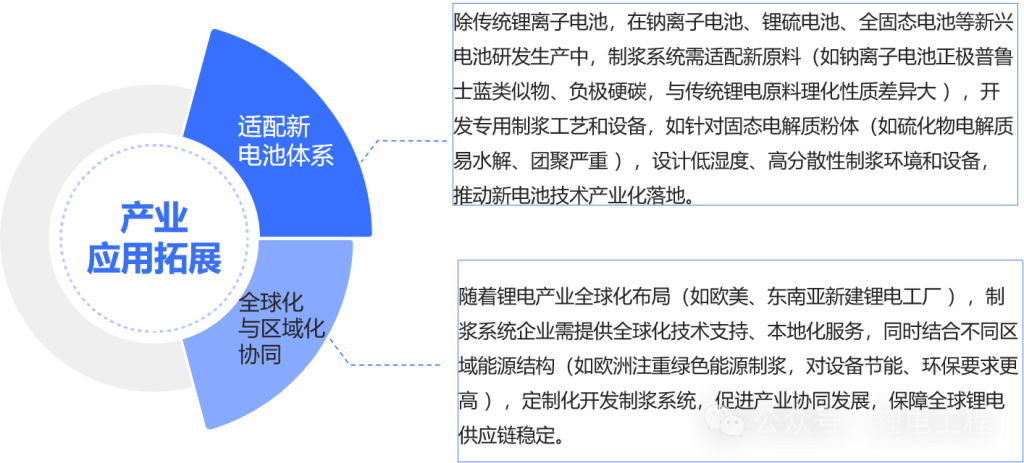
七、制浆系统展望