电解液浸润不足与电芯内部气体残留的12种危害,又该如何解决?
一、浸润不足与气体残留的12种危害
电解液浸润不足和电芯内部残留气体是锂电池制造过程中需要严格控制的缺陷,它们会带来一系列严重的危害,主要集中在性能、寿命和安全性三个方面:
内阻显著增加:
电解液是锂离子传输的介质。浸润不足意味着电极活性物质与电解液的有效接触面积减小,锂离子传输路径受阻。残留气体占据了本应被电解液填充的孔隙空间,同样阻碍了离子传输。这两者都会导致电池内阻(特别是欧姆内阻和电荷转移阻抗)大幅增加。
倍率性能变差:
高内阻直接导致电池在高倍率(快充快放)下性能急剧下降。电压降增大,可用容量减少,电池更容易达到截止电压而停止工作。
低温性能恶化:
低温下电解液本身电导率下降,离子传输本就困难。浸润不足和气体残留会进一步加剧这一效应,使得电池在低温下的放电能力和功率输出严重受限。
容量发挥不足/不一致:
浸润不足的区域或气体占据的区域,活性物质无法有效参与电化学反应,导致电池的实际可用容量低于设计容量。同时,不同区域浸润程度或气体分布的不均匀,还会导致电池内部电流分布不均,加剧单体电池之间或电池组内各单体之间的性能不一致性。
加速副反应:
浸润不足导致部分电极材料(尤其是负极)直接暴露,更容易与电解液发生持续的、不可逆的副反应(如持续的SEI膜生长、电解液分解)。这些副反应消耗活性锂和电解液,导致容量持续衰减。
局部过充/过放:
电流分布不均(由浸润/气体分布不均引起)会导致某些区域的实际电流密度过高。在充电时,这些区域可能发生过锂化(析锂),在放电时可能发生过放电,这两种情况都会严重损害电极结构,加速容量衰减和寿命终结。
活性物质利用率不均和失效:
浸润不足区域的活性物质无法充分参与反应,利用率低。同时,由于副反应和局部应力,这些区域的活性物质可能更快失效或从集流体上剥离。
气体持续产生:
残留的气体可能包含反应性气体(如CO2, C2H4等),它们可能参与或催化后续循环中的副反应,产生更多气体,形成恶性循环。
热失控风险:
局部过热: 高内阻区域(浸润不足或气体占据区域)在充放电过程中会产生更多的焦耳热。气体本身是热的不良导体,会阻碍热量扩散,导致热量在局部积聚,温度升高。
“热点”形成: 局部高温点成为潜在的“热点”。高温会加速副反应(如SEI膜分解、电解液氧化分解、正极材料分解),这些反应本身又是放热的,可能引发链式反应,最终导致热失控(起火、爆炸)。
电池膨胀/变形/泄漏:
气体膨胀: 残留气体在循环过程中(尤其是高温环境或过充时)会因温度升高而膨胀。同时,副反应会持续产生新的气体(如CO2, CO, H2, C2H4等),导致电池内部气压急剧升高。
机械应力: 气体膨胀产生巨大的内部压力,可能导致电芯外壳(软包)鼓胀变形,或冲破泄压阀(圆柱/方形)。严重时可能导致电解液泄漏,泄漏的电解液易燃且有腐蚀性。
析锂风险增加:
如前所述,电流分布不均容易导致负极局部过充析锂。析出的金属锂非常活泼,会与电解液剧烈反应放热,同时锂枝晶可能刺穿隔膜,引发内部短路,瞬间产生大量热量导致热失控。
内部短路风险(间接):
严重的电池膨胀变形可能导致内部结构(如极片、隔膜)位移、褶皱或破损,增加内部短路的风险。气体聚集也可能在特定位置挤压隔膜,降低其机械强度。
电解液浸润不足和内部残留气体是锂电池的“隐形杀手”。它们不仅会直接降低电池的性能(内阻高、容量低、倍率差),更会显著加速电池的老化衰减,并极大地增加电池发生热失控、起火、爆炸、鼓胀、泄漏等严重安全事故的风险。在锂电池的生产过程中,我们当前能做的有以下几种方法:
严格控制注液量、优化浸润工艺(如真空浸润、高温浸润)、保证足够的静置浸润时间以及进行有效的除气/排气(如真空封口)。
虽然我们能把工艺条件进行优化再优化,但电芯一旦入壳后,我们是无法用肉眼观察内部的任何情况的。
缺陷电芯往往在循环300次后才暴露问题,造成巨额售后成本。
也就是说,我们迫切的需要有一种不破坏电池,就能检测电池是否浸润合格,内部是否有气体残存。(尤其是,对电池内部物理状态,特别是气体缺陷、电解质均匀度、界面接触及电池一致性等关键参数,进行无损、实时、高效且高精度的在线检测。)
二、如何解决这一难题?
利用超声波技术,能解决整个问题。
超声波技术:凭借其对气-液-固界面的高度敏感特性,正展现出普遍适用于解决上述检测难题的巨大潜力。
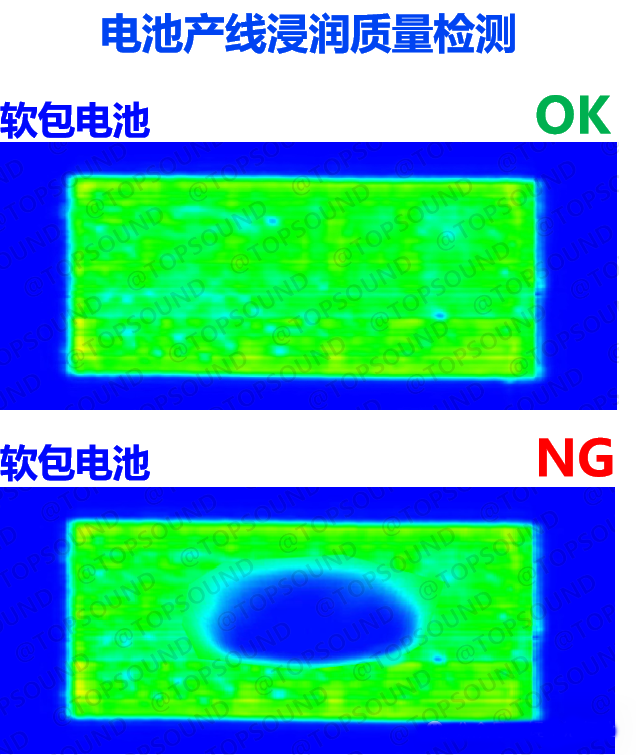
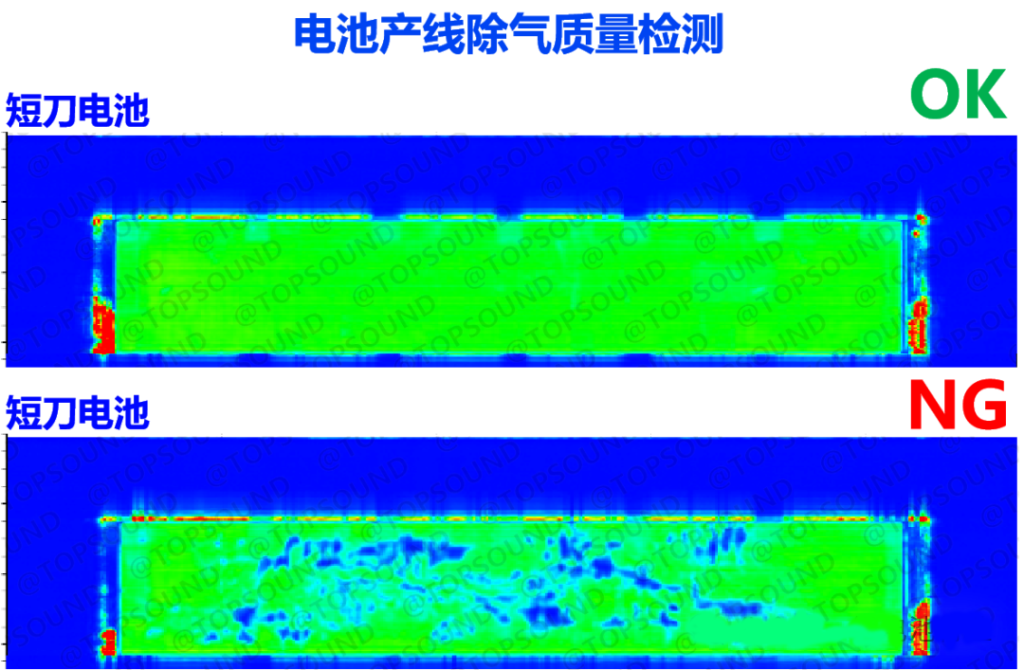
液态电池:
可实现电芯内部物理结构(浸润状态、气泡分布)的无损可视化;标记不良电芯,联动触发二次注液、除气或报废流程;为传统凭经验判断的工艺环节(如静置时间48小时)提供数据依据,节省产线空间,提升效率;
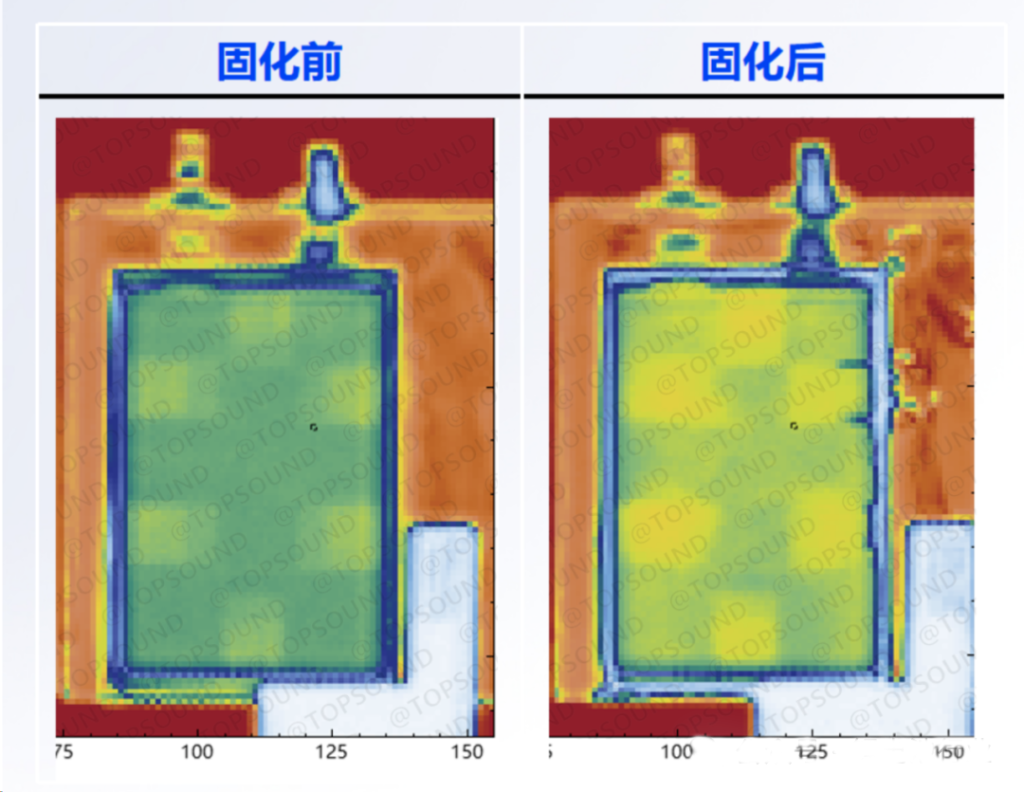
半固态/固态电池:
无损评估电解质原位固化均匀度与完成度,量化表征固液协同状态,为优化固化温度、时长及前驱体配方提供数据支撑,破解工艺一致性难题,加速量产落地。
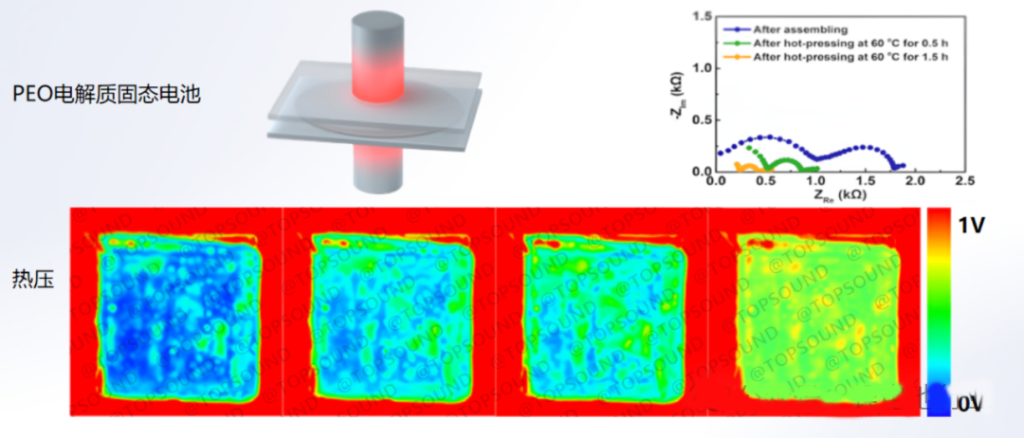
全固态电池:
高灵敏度捕捉固/固界面接触损耗(孔隙、分层)、副反应产气及化学钝化层生长,揭示界面阻抗根源,指导热压参数(压力、温度、时长)优化与界面改性设计,攻克全固态电池量产最大检测瓶颈。