
电解液中LiFSI用量对LFP电池性能的影响
目前,磷酸铁锂电池电解液主要由碳酸酯类溶剂、锂盐、添加剂3部分构成。六氟磷酸锂(LiPF6)综合性能优异,成为目前最主要的商业化锂盐。但是,其存在一些不足:热稳定性较差,在60-80℃时开始分解出五氟化磷(PF5)和氟化锂(LiF);对水分敏感,LiPF6和PF5可与电解液中的微量水反应,易产生氟化氢(HF)等腐蚀性气体,导致电池寿命衰减快,降低电池安全性;低温性能一般。
相比于LiPF6,双氟磺酰亚胺锂(LiFSI)具有如下优点:热稳定性好,分解温度高于200℃,能提高电池高温性能和安全性;电导率高,得益于LiFSI的阴离子半径更大,更易解离出锂离子;与正负极材料相容性好,可提高电池的高低温性能。但是,LiFSI成本较高,对电池商业化不利。因此,本文将LiFSI和LiPF6按不同比例混合使用,引入部分LiFSI新型锂盐,调整其质量分数,以期找到2种锂盐合适的搭配比例,从而在提高电池性能的同时,能够兼顾电池成本。
1 实验
1.1 制作软包电池
以天津力神电池股份有限公司成品LFP/Gr软包锂离子电池制作工艺制备电池,以LFP为正极材料,人造石墨为负极材料,隔膜基体材质PE。在匀浆罐中按一定质量比例加入LFP、PVDF和Super P,以NMP为溶剂,搅拌均匀后制成固含量为58%的稳定浆料,涂覆在13um厚涂炭铝箔上,烘干后经碾压、分切、冲片制成正极片。在匀浆罐中按一定质量比例加入Gr、Super P、CMC以及SBR,以水为溶剂,搅拌均匀后制成固含量为48%的稳定浆料,并涂覆在6um厚铜箔上,烘干后经碾压、分切、冲片制成负极片。将制好的正极片、负极片和隔膜以叠片的方式制备容量为3.0Ah的软包电池。电池经过烘干去除水分后,将电解液的成分分别注入软包电池中。电解液的成分见表1。常温静置1d后,经化成、分容、老化制成成品电池,工作电压范围为2.5~3.65 V。
1.2 性能测试
1)高温循环性能:采用电芯测试仪在恒温箱中进行测试,测试温度为45℃,测试流程为1C恒流充电至3.65V,恒压充电至150mA,静置10min,1C恒流放电至2.5V, 静置10min,放电深度(DOD)为 100%。
2)直流内阻(DCR)测试:将电池荷电状态(SoC)依次调整到80%SoC,50%SoC,20%SoC,测试1C放电10s的 DCR。
3)倍率放电:在25℃下以0.33C恒流充电至3.65V,转恒压充电至0.05C;之后,在25℃下分别以0.2,1.0,2.0,3.0C放电至2.5V,记录放电容量。
4)电化学阻抗谱(EIS):采用Gamry电化学工作站测试,电池SoC=100%,电压设置为2mV,测试频率范围为0.2-20000Hz。
5)高温存储测试:①在25℃下以0.33C恒流充电至3.65V,转恒压充电至0.05C,休眠10min;以0.33C放电至2.5V,休眠10min,获得的放电容量为初始容量。②将电池在25℃下充满电后,静置24h达到平衡状态,记录电池存储前的电压和内阻。③将电池放在60℃高温箱内存储28d后,放置在25℃下达到平衡状态,测试存储后电压和内阻。④在25℃下以0.33C放电至2.5V获得的容量为残余容量;以0.33C恒流充电3.65V,转恒压充电至0.05C,休眠10min;以0.33C放电至2.5V,休眠10min,获得的放电容量为恢复容量。⑤残余容量和恢复容量分别与初始容量的比值为容量保持率和容量恢复率。
6)低温循环性能:采用电芯测试仪在恒温箱中进行测试,测试环境温度为0℃,测试流程为0.2C恒流充电至3.65V,恒压充电至150mA。静置10min;0.33C恒流放电至2.0V,静置10min,充放电循环50次停止。
2 结果与讨论
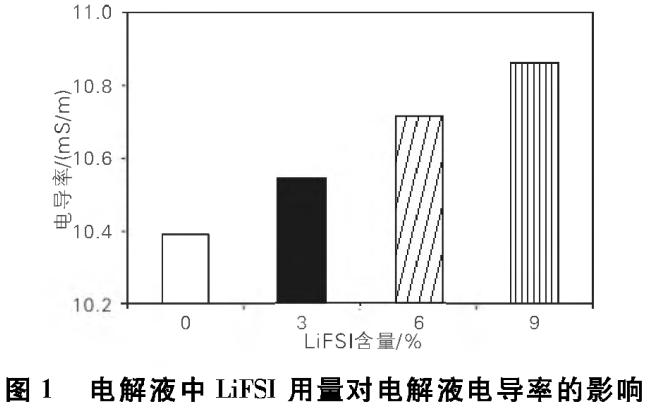
2.1 电解液电导率
电解液中LiFSI用量对电解液电导率的影响如图1所示。由图1可知,随着电解液中LiFSI用量增加,电解液的电导率呈线性增加。这是由于双氟磺酰亚胺根阴离子的半径比六氟磷酸根阴离子的半径大,与锂离子之间结合能较低,有利于解离。
2.2 电池阻抗
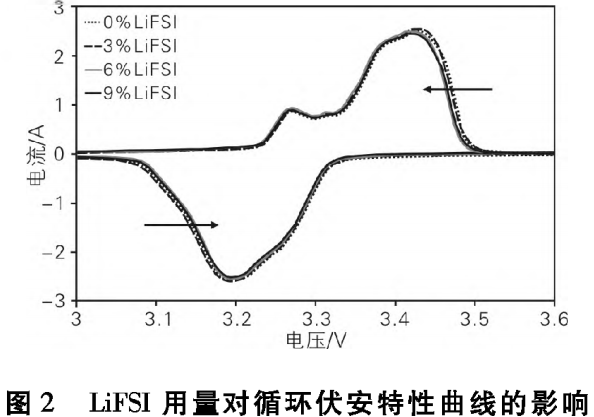
电解液中LiFSI用量对循环伏安特性曲线的影响如图2所示。由图2可知,随着电解液中LiFSI用量增加,氧化峰和还原峰的峰位差减小,说明电池中Li+嵌入/脱出的电极反应可逆性提高,电池充放电极化减小。LiFSI的加入一方面提高了电解液的电导率,另一方面,LiFSI可降低石墨表面固体电解质膜的阻抗,降低电池充放电过程中的极化。
电解液中LiFSI用量对电池DCR的影响如图3所示。由图3可知,随着LiFSI用量增加,电池DCR降低,与上面循环伏安特性曲线结果一致。
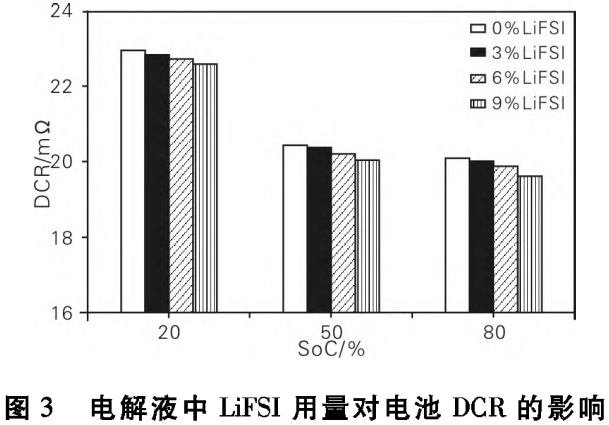
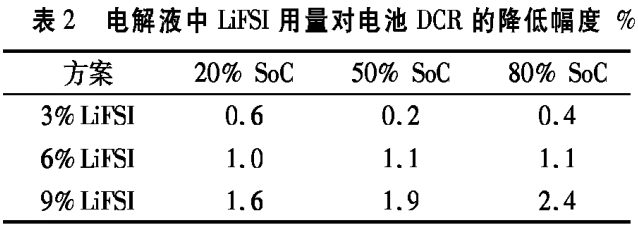
电解液中LiFSI用量对电池DCR的降低幅度见表2。从表2可见,电解液中加入3份LiFSI时,DCR约降低0.4% ;加入6份LiFSI时,DCR约降低1% ;加入9份LiFSI时,DCR约降低2%。
2.3 电性能
2.3.1 高温循环性能
电解液中LiFSI用量对电池45℃循环性能的影响如图4所示。由图4可知,相比LiPF6电解液基准 , LiFSI用量为3%和6%时,对电池45℃循环性能提升幅度较小,但LiFSI用量提升至9%时,电池45℃循环性能得到明显提升。
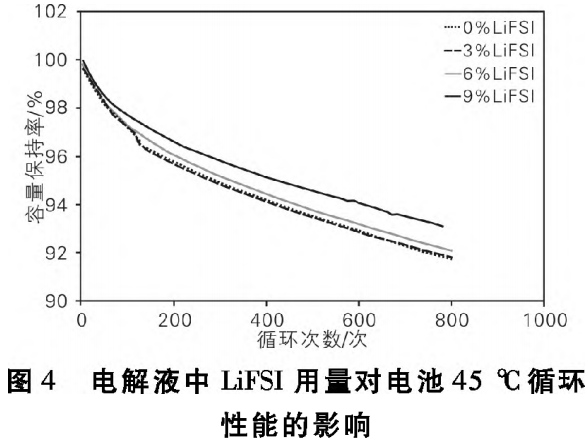
9%LiFSI方案电池循环800次,容量保持率为93.1%,而0%LiFSI方案电池循环800次,容量保持率为91.7%,容量保持率相差1.4%。这是由于LiFSI比LiPF6热稳定性好,对水分不敏感,释放出的酸较少,可减少正极金属离子的溶出;同时,LiFSI的加入能够在石墨表面形成阻抗更低的、机械稳定性更好的SEI膜,有效减少了电池在高温循环过程中因副反应而造成的活性锂的损失。
2.3.2 倍率性能
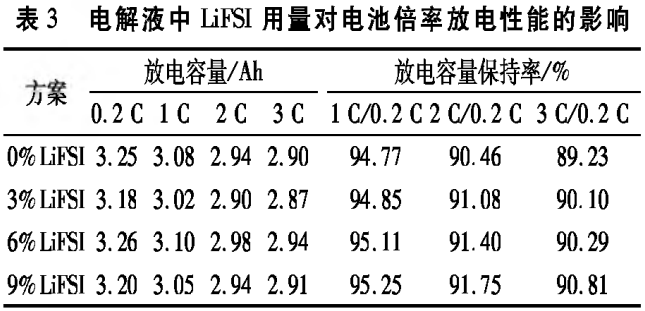
电解液中LiFSI用量对电池倍率放电性能的影响见表3。由表3可知,随着LiFSI用量增加,电池放电容量保持率提高。相比0%LiFSI方案,9%LiFSI方案的放电容量保持率在1,2,3C电流时分别提升0.48%,1.29%,1.58%。可见电流越大,LiFSI的作用越显著,即LiFSI有助于提升电池大倍率下的放电性能。一方面,随着LiFSI用量增加,电解液电导率提高,有助于放电过程中Li+的迁移,浓差极化减弱;另一方面,从DCR数据可见,随着LiFSI用量增加,电池放电DCR减小,说明LiFSI能够使电池形成阻抗更小的SEI膜,从而使得电解液中LiFSI适于高倍率放电。
2.3.3 低温循环性能
电解液中LiFSI用量对电池0℃循环性能的影响如图5所示。由图5可知,随着LiFSI比例提升,在0℃环境下,初始放电容量大幅提升:2.71Ah(0%LiFSI)-2.75Ah(3%LiFSI)-2.78Ah(6%LiFSI)-2.81Ah(9%LiFSI) ,说明LiFSI有助于提升低温充电性能。0℃循环50次后,随着LiFSI比例提升,电池放电容量得到良好保持:2.52Ah(0%LiFSI)-2.58Ah(3%LiFSI)-2.61Ah(6%LiFSI) -2.64Ah(9%LiFSI),容量保持率分别为92.99%,93.82%,93.88%,93.95%。
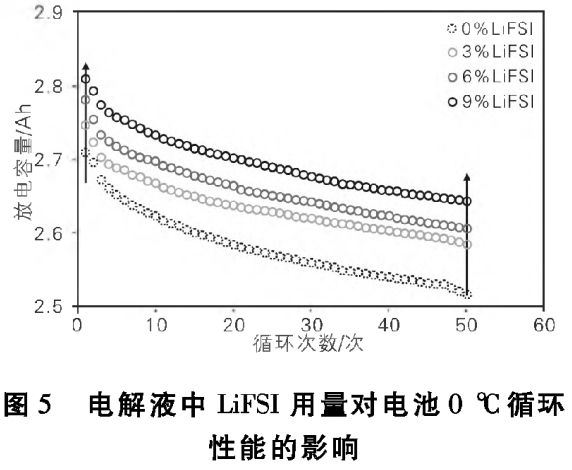
0℃循环50圈后,0%LiFSI方案负极片表面产生了大量灰色锂金属,发生了严重析锂,随着LiFSI用量增加,负极片的表面状态得以改善,表面的析锂程度减轻。其中,9%LiFSI方案负极片表面呈金黄色,肉眼未见到锂枝晶。LiFSI比例不断提高,电池SEI的膜阻抗不断变小,有利于Li+在低温下的扩散,明显地改善了电池的低温性能。
2.3.4 高温存储性能
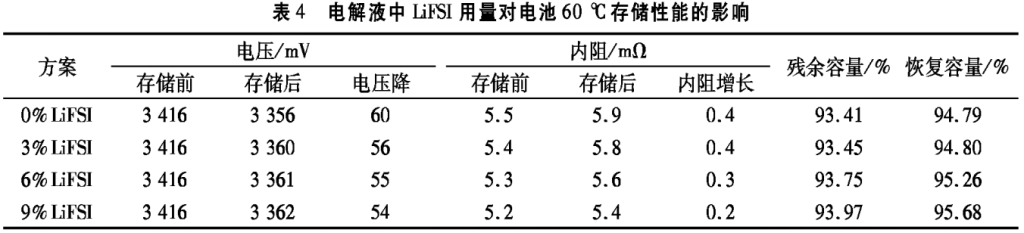
电解液中LiFSI用量对电池60℃存储性能的影响见表4。从表4可知,随着LiFSI比例提升,存储后电池压降及内阻增长减小,电池残余容量率和恢复容量率提高,相比0%LiFSI方案,9%LiFSI方案的残余容量率提高0.56%,恢复容量率提高0.89%。这说明加入LiFSI能够减少存储过程中负极片表面副反应,有利于提高电池高温存储性能。
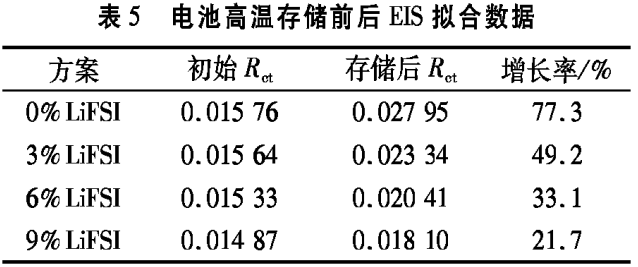
60℃存储后电池的电化学阻抗谱图如图6所示。电池高温存储前后EIS拟合数据见表5。分析图6可发现,EIS谱中频区的半圆主要对应于电解液/电极界面电荷转移阻抗(Rct)。
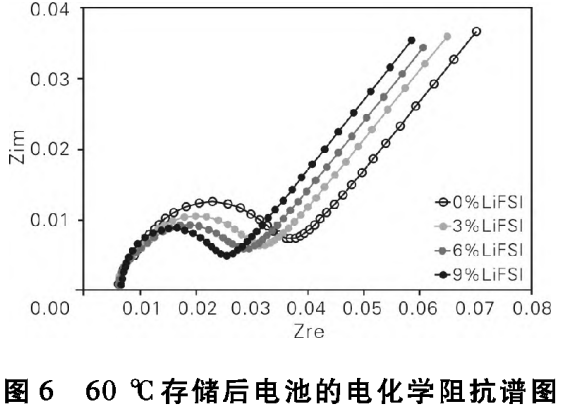
由图6和表5可知,随着LiFSI用量增加,电池存储后Rct的大小和增长率逐渐减小,相比0%LiFSI方案,电解液中LiFSI的加入明显抑制了Rct的增长,电解液中LiFSI的加入能够改善电池的高温存储性能。这主要源于LiFSI在负极表面形成了致密的SEI膜。在高温存储下,负极表面发生的副反应更少,抑制了阻抗的增长。
3 结论
随着LiFSI用量增加,电解液的电导率提高,电化学性能逐渐提高。当LiFSI用量为9%时,磷酸铁锂电池的DCR约降低2%。电池45℃循环800次,容量保持率为93.1%,提升1.4%。在1,2,3C电流下放电容量保持率分别提升0.48%,1.29%,1.58%。60℃存储28d后电池压降及阻抗增长降低,增长率可由77.3%降低为21.7%,残余容量率提高0.56%,恢复容量率提高0.89%。低温0℃循环50次后,容量保持率由92.99%提升至93.95%,析锂程度明显减轻,负极片表面状态得到大幅改善。