
模组pack下箱体涂胶胶水比例不良问题解决方法
一、故障状况
下箱体涂胶设备1号定量机偶发起始涂胶位涂胶比例异常,B胶偏多,混合后胶水偏蓝。
二、故障处理过程
1.更换B胶稳压器,调节1号定量机入口压力(定量机出口压力);
2.更换1号定量机出胶分派阀,调节1号定量机入口压力;
3.人工判别涂胶状态,发现异常手动除胶并补胶
4.现场分析观察,发现定量机停止工作时,定量机出口压力异常升高;
5.初步定位为定量缸进出胶阀密封失效导致异色
6.与供应商确认定量机进出胶阀备件明细,并连夜货拉拉寄出;
7.与研发及质量打和,当天夜班生产,异常时手动除胶并补胶;
8.更换1号定量机部分进出口阀备件,并对调1号及2号定量机出口阀;
9.根据现场情况判断定量机活塞出现破损;
10.供应商补发的进口阀关键备件到场并更换
11.1号定量机偶发混胶异色问题解决,胶比、胶重、混胶效果都很稳定,满足生产要求
问题点提炼:
1.定量机出入口阀及活塞磨损,未及时识别
2.缺乏关键备件。
三、故障原因
1.涂胶起始位置偶发异色;
2.B胶管路背压偶发升高,导致出胶瞬间AB胶压力不平衡,胶水异色;
3.活塞及定量机进出胶密封失效;
4.没有及时更换备件;
5.未识别到该备件使用寿命及失效模型。
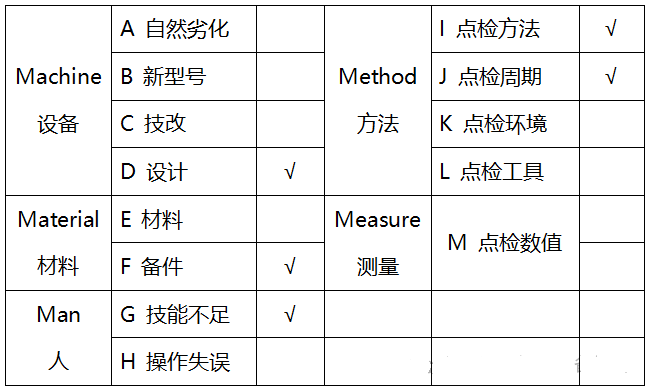
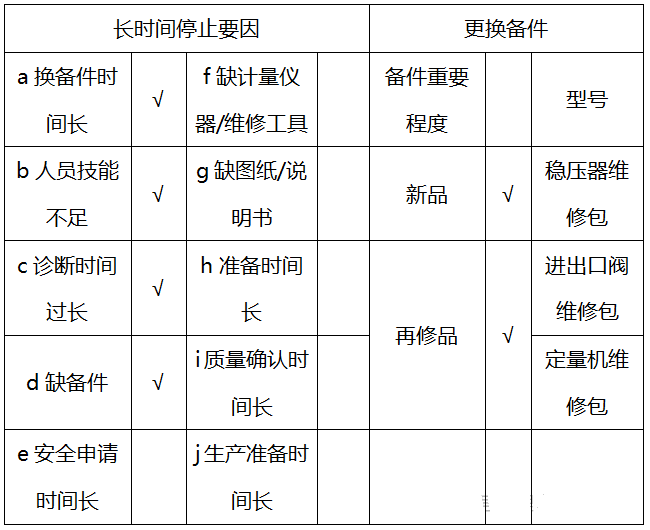
故障解析模式
四、再防止活动
对策:
1.重新梳理核对所有涂胶备件;
2.确认结晶成分,优化胶水配方及防护措施
3.输出标准作业指导书,优化维修步骤及维修时间;
4.优化现有结构及控制逻辑,实现单通道生产.