
扣式电池充放电过程中出现小电流放电问题的解决
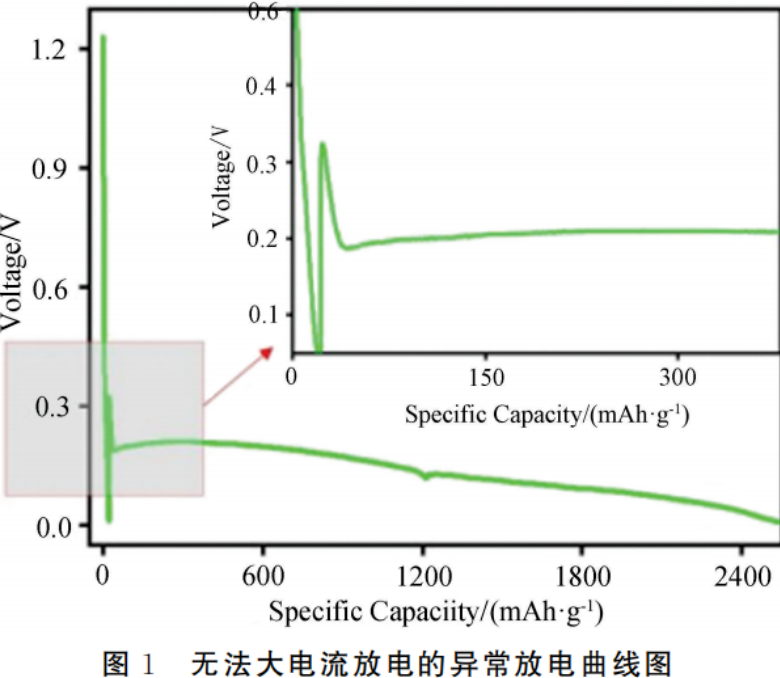
在材料研发阶段发现部分扣式电池无法正常放电(图1),导致无法准确快速的得出材料性能结果。本文通过针对锂离子扣式电池无法正常大电流放电从原理上分析原因,并且通过试验排查最终确定了扣式电池组装的策略。
1 锂离子扣式电池组装试验过程介绍
1.1 仪器
辊压机;冲压机;涂覆机;手套箱;封口机;测试柜;搅拌机。
1.2 试剂
纽扣电池壳(型号为CR2032);铜箔(9μm);黏结剂SBR;CMC;导电炭黑;去离子水;金属锂片;隔膜;电解液;负极材料(硅碳材料)。
1.3 试验方法
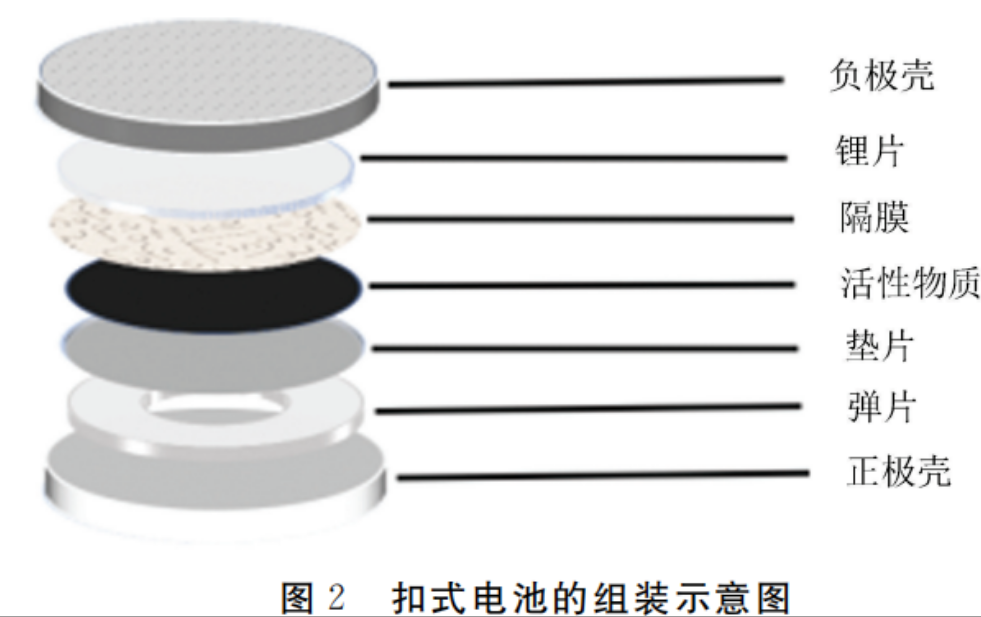
按照质量比85︰10︰5将负极材料、黏结剂、导电炭黑SP和一定量的去离子水混合均匀得到浆料,涂布在铜箔上。一定温度干燥后经辊压、裁片后得到负极材料极片。以负极材料极片为正极,金属锂片为负极,聚丙烯微孔膜为隔膜,加入一定量的电解液,组装。CR2032型纽扣电池的组装在充满氩气的手套箱内完成。电池组装示意图如图2所示。组装顺序为正极壳→弹片→垫片→正极(活性物质)→隔膜→锂片→负极壳,隔膜两侧加入适量电解液,电池封口,完成电池制作,静置12h以上。
2 扣式电池无法正常大电流放电的原因分析
在锂离子电池的研究与开发过程中,极片厚度、封口压力和烘烤条件是影响电池性能的三个关键因素,它们对电池的电化学性能有着至关重要的影响。
(1)极片厚度对电池的内阻和电化学反应动力学有显著影响。根据研究发现,极片的厚度变化会影响电池的体积变化,从而影响电池的内阻和锂离子的沉积模式。适当的极片厚度有助于保持电池各部分组件紧密接触,提升电池的循环稳定性和倍率性能。然而,过厚的极片可能导致活性物质与集流体接触不良,增加电池内阻,影响大电流放电性能。
(2)封口压力在电池组装过程中起着至关重要的作用。适当的封口压力能够保证电池内部结构的完整性和电接触的稳定性。压力不足可能导致电极-电解质界面脱离接触,电池容量迅速衰减,严重影响电池寿命。而压力过大,则可能造成界面恶化,电池电阻增加,甚至破坏电池结构,造成安全隐患。
(3)烘烤条件对去除极片中的水分至关重要。适宜的烘烤条件有助于降低电池内阻,提高电池的大电流放电性能。烘烤不充分可能导致极片中的残留水分与电解液发生反应,导致电池性能下降。在真空环境下通过加热可以去除极片内部的水分,提高电池的性能和安全性。
综上分析,本文通过对极片厚度、封口压力和烘烤条件的精确控制和优化,尝试提升锂离子电池的电化学性能,确保电池在大电流充放电条件下的稳定性和可靠性。
3 对策实施以及结果分析
3.1 电极涂布厚度试验
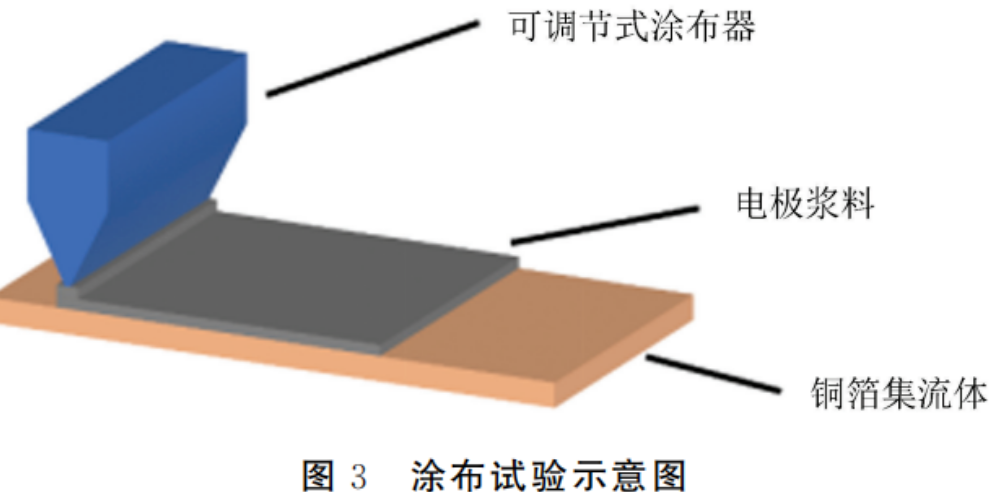
电极厚度会显著影响电池的动力学性能,本次试验设计通过改变可调节式涂布器的间距达到调节电极浆料厚度的结果,试验示意图如图3所示。
试验采用四种涂布器厚度,分别为50μm、100μm、150μm和200μm进行电极的制备,其对应的平均面密度分别为0.414mg/cm2、0.8845mg/cm2、1.7045mg/cm2、2.954mg/cm2。制作每种厚度的极片电池数量各10只,具体的试验结果如表1所示。
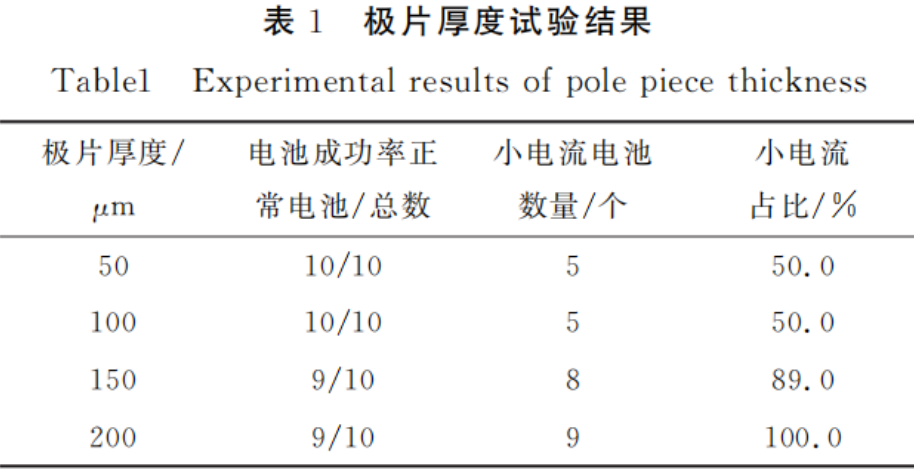
由于扣式电池的组装为手工操作,组装的过程中会存在操作上的失误导致电池无法正常工作,在计算小电流电池占比时,应将失败的电池排除。因此小电流电池占比由公式(1)计算:

上述试验数据揭示了极片厚度对电池小电流放电现象的影响。具体来说,当极片厚度为50μm和100μm时,电池小电流放电的比例相对较低,大约为50%。这一现象归因于较薄的极片中活性物质与集流体之间更为紧密的接触,从而使得电池的内阻降低。然而,随着极片厚度的增加,尤其是在200μm厚度的极片中,小电流放电的比例显著上升至100%。这种趋势表明,极片过厚会导致活性物质与集流体之间的接触变差,并且在电池充放电循环过程中,活性物质更易与集流体分离,这进一步增加了电池的内阻。因此,极片厚度的优化对于降低电池内阻和提升电池性能具有重要意义。
虽然通过不同涂布厚度的对比,发现较薄的涂布厚度能有效降低小电流放电的比例,但是试验仍然观察到不同厚度的极片在电池制备过程中均导致了小电流放电的发生,并且这种现象在较厚的极片中更为显著,因此还需进一步探索小电流放电的根本原因。
3.2 适封当口的压封力口试压验力
能够保证电池内部结构的完整性和电接触的稳定性。本次试验通过调节扣式电池封口机(图4)的压力大小探究电极各部分接触是否能解决小电流放电问题。
极片厚度为50μm和100μm制成的电池小电流放电比例最低。但是厚度为50μm时极片露箔且称量误差大,所以接下来的试验均采用厚度为100μm的极片。在其他条件相同的情况下,取厚度为100μm的极片制成封口压力分别为0.65T、0.7T、0.75T和0.8T的电池各10只进行试验,试验结果如表2所示。
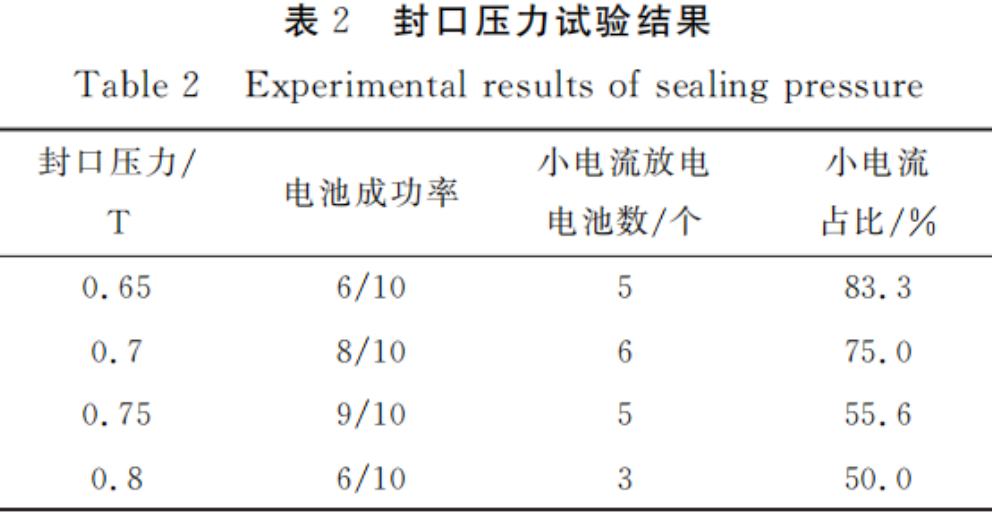
试验结果表明,过大或过小的封口压力严重影响电池的成功率,这是由于压力不足可能导致电极-电解质界面脱离接触。而压力过大,则可能造成界面恶化,电池电阻增加,甚至破坏电池结构。随着封口压力的增加,电池的小电流放电比例呈现先降低后趋于稳定的趋势。
具体而言,当封口压力从0.65T增至0.75T时,电池的小电流放电比例由83.3%显著下降至55.6%,表明适当的封口压力有利于减少电池内部的微短路现象,从而降低小电流放电的风险。然而,当封口压力进一步提升至0.8T 时,尽管小电流放电比例进一步降至50.0%,但电池的成功率却有所下降,这可能是由于过大的压力导致电池内部结构的形变或损伤,影响了电池的整体性能。进一步分析发现,封口压力为0.75T时,不仅电池的小电流放电概率与0.8T时相近,而且电池的成功率得到了保证,说明这一压力值在降低小电流放电风险和保持电池制作效率之间取得了平衡。通过不同封口压力的对比,发现小电流放电现象并没有改善,因此,封口压力大小与小电流放电情况无关。
3.3 极片烘烤温度和时间的影响
适宜的烘烤条件有助于降低电池内阻,提高电池的大电流放电性能。通过电极涂布厚度试验和封口压力试验的电极制备参数优化,选择涂布厚度100μm和封口压力0.75T作为后续试验参数。以烘烤温度为变量,设计了90℃和120℃两种烘烤温度排查电极小电流放电的原因。取两张极片分别置于90℃烘箱中烘烤6h,再分别置于90℃和120℃烘箱中真空烘烤12h。在其他条件相同的情况下,将两种情况下烘烤的极片制成电池,数量各10只,试验结果如表3所示。取前文80℃烘烤,0.75T封口压力及100μm涂布厚度的电极作为参照组。
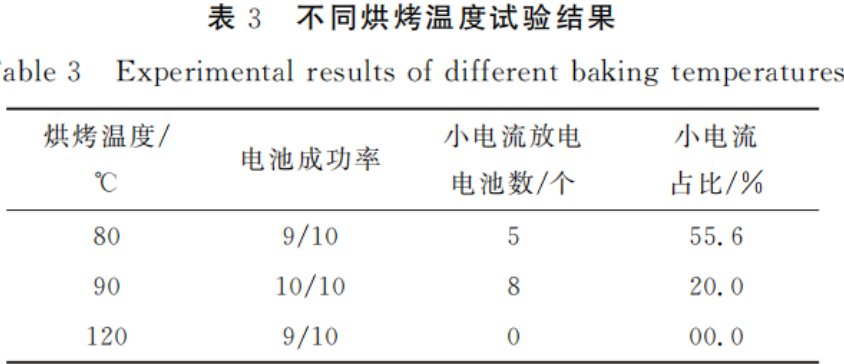
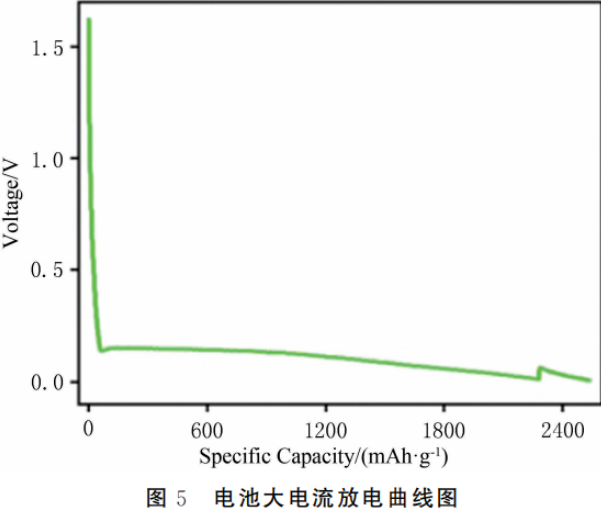
根据试验数据,我们观察到在提高烘烤温度下制备的电池表现出较高的成功率,并且小电流放电现象得到了显著的抑制,放电电压如图5所示。具体而言,在90℃的真空烘烤条件下,电池的小电流放电比例降至20%,而当烘烤温度进一步提升至120 ℃时,该比例降至零。
这些结果表明,随着烘烤温度的增加,电池内部的水分得到了更有效的去除,从而减少了因水分残留引起的电解液副反应,这些副反应会增加电极的内阻。进一步分析表明,当烘烤温度提升至90℃时,小电流放电比例的显著降低并未对电池的成功率产生
负面影响。而在120℃的条件下,电池内部的水分被更彻底地去除,从而完全避免了小电流放电现象。这一发现证实了高温真空烘烤在去除电池内部水分方面的重要性,因为这些水分如果未被去除,将与电解液发生反应,导致电解液的消耗和电极内阻的增加,最终影响电池的大电流放电能力。
4 结论
综合考虑所有试验结果,我们可以得出结论,电池在烘烤过程中的不充分会导致极片内部水分残留,这些残留水分与电解液之间的副反应是增加电池内阻的主要原因。因此,通过优化烘烤条件,特别是提高烘烤温度和确保真空环境,可以有效降低电池内阻,提高电池的大电流放电性能,从而减少小电流放电现象。