
如何做磷酸焦磷酸铁钠NFPP(工程化篇)
前几天老刘遇见一件颇尴尬的事情。那一天晚上陪一位商业投资大佬团队吃饭,席间该大佬侃侃而谈现在的电池新技术,笃言现在的固态电池和无负极电池技术已经完全成熟,完全产业化,今年计划投个几十亿占个先机。期间几次问询我的看法,作为一个搞技术的,秉承着实事求是的精神驳了大佬几句,坦言道如果为了资本运作和股票完全可以投,如果要实打实的搞实业那还是算了,还不如投磷酸铁锂。大佬怏怏不快,那是你们公司技术不行,不代表人家其他公司做不好,你看某某公司固态电池都已经量产了,某某公司无负极明年投产,某某院士也都在宣传,肯定没问题。
老刘不禁感叹国人的“智慧”,就有些人善于忽悠,很有脑子。估计这位大佬连啥是固态电池, 啥是无负极都不清楚,但就是信了,被洗脑了。想起来早些年磷酸铁锂刚出来的时候某迪叫“铁电池”,正极材料搀杂点钇就叫“稀土电池”,隔膜用隔热保温的陶瓷片做隔膜就叫“陶锂电池”,某创宣传镍铁锰酸钠层状氧化物为“铁酸钠”。这么宣传误导无非一个“利”字当先,想引来更多投资、更多项目、更多关注,但老刘觉得也应该适可而止,否则会带坏行业,恶性竞争,造成资本优先,实业倒退。
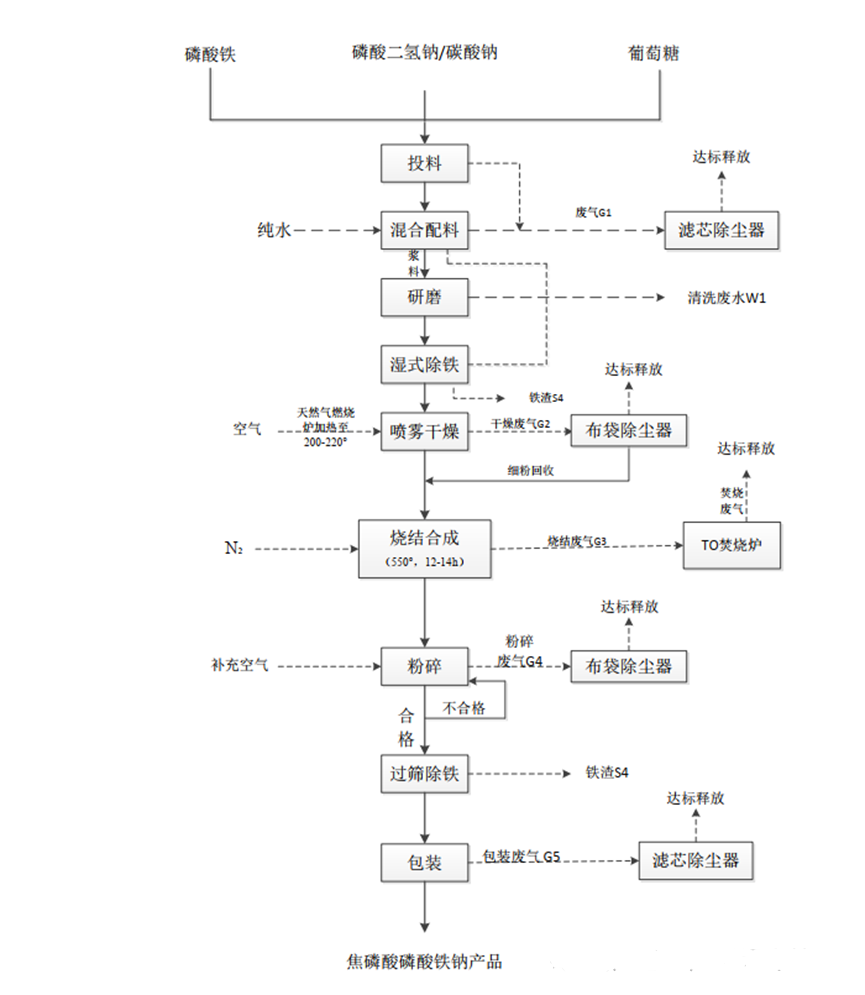
扯得有些远了,回到正题,我们今天聊一聊磷酸焦磷酸铁钠在工程化生产中的一些问题。实际上NFPP和磷酸铁锂工程化生产上高度相似,这里我们从几个工艺细节点来阐述不同的地方。先上一个工艺生产流程图:
问题一:铁源选择
目前主流工艺铁源还是磷酸铁FePO4为主,相较于草酸亚铁、硝酸铁、氧化铁而言,在价格成本、环保压力等方面综合性价比最高。
但要注意的是,虽然都是磷酸铁工艺,磷酸铁锂和磷酸焦磷酸铁钠在细节方面差异很大。首先在铁磷比方面,和磷酸铁锂不同,NFPP有自己不同的Fe:P范围;其次在砂磨后D50上,其要求值要远低于磷酸铁锂,甚至要低于200nm,这主要是Na+半径比Li+要大,本身固相扩散阻力大,如果D50过大,整个固相扩散路径就变长,Na+很难扩散到FePO4内部生成NFPP晶型,最终杂项较多。这就造成:对砂磨机有一定特殊要求,同时砂磨时间会加长,一定程度上增加了制造成本。
经老刘测算,生产1吨NFPP,不同铁源工艺所有原材料价格为(不计算工艺损耗和生产损耗):FePO4 12800元;氧化铁 12500元 ;草酸亚铁 15500元;硝酸铁 16600元;
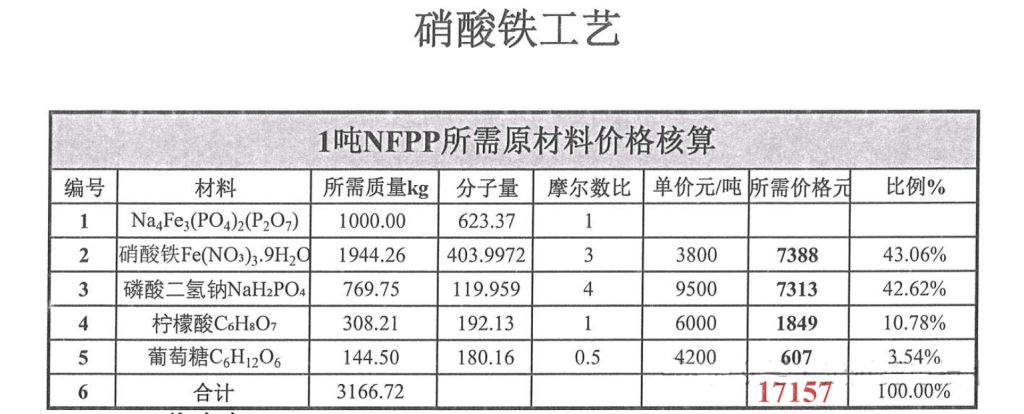
从成本价格来看,FePO4具有很大优势,也无可厚非的会成为未来主流方向。同时,氧化铁工艺也很有前景。草酸亚铁和硝酸铁工艺很少有人工程化方向去做,特别是硝酸铁工艺,价格极高,同时生产过程中产生大量污染性废气,环保压力巨大。
这里阐述一下硝酸铁工艺,虽然原材料成本高,环保压力大。但是优点也很多,首先硝酸铁是可溶性铁源,和磷酸二氢钠、葡萄糖搭配可形成均一水溶液。如此一来,不需要进行砂磨工序,这样可以减少砂磨机设备和运行能耗投入,总体成本会降低;其次,溶液可以混合的很均匀,同时喷雾干燥造粒力度小、硬度小、均一性好,最终产品在性能、一致性方面极佳;
氧化铁工艺理论原材料成本最低,同时因为是氧化物,烧结过程中很容易脱氧变成Fe3+离子进行固相反应,理论上纯度最高,性能最好。但实际生产过程中存在不少问题,其一砂磨难度极大,氧化铁莫氏硬度很高,比表面能很大,D50很难降低,同时极易团聚;其二喷雾干燥极易沾壁,收料率很低,造成生产损耗高;
工程生产上,如何选取合适的铁源极为重要。综合考量的话,老刘还是倾向于磷酸铁工艺。
问题二:烧结参数
老刘断言,烧结工序能占到整个生产工序的60%以上,无论是设备投入、能耗,还是影响产品性能及一致性;可以说,烧结的怎么样直接决定产品做得怎么样。
经常有人留言问,NFPP烧结温度多少度合适?烧结时间多长时间合适?这个很难一句话回答,要根据实际情况来定。比如,你是什么工艺?磷酸铁还是氧化铁,或者是硝酸铁?即便是磷酸铁,你的铁磷比是多少?即便固定了铁磷比,你砂磨后D50及粒度分布是多少?甚至喷雾干燥后D50、辊道窑匣钵尺寸、堆积密度等都是影响因素。
面包店里永远是烘烤师傅最贵,因为烘烤要掌握好火候、时间,才能做出软糯可口的面包。而糕点各式各样,所有糕点不可能用同样温度、时间去做,这就需要经验和实践。
一般来说,NFPP烧结温度在550℃-600℃之间,烧结时间10-14h。具体的,就要看你能不能做个优秀的烘烤师傅了。
锂离子电池三元材料:工艺技术及生产应用-王伟东.PDF
动力电池材料.PDF
锂离子电池三元正极材料的制备、包覆和电化学性能研究.PDF
锂离子电池用磷酸铁锂正极材料[梁广川,宗继月,崔旭轩 编著].PDF
废旧锂离子电池钴酸锂浸出技术[罗胜联,曾桂生,罗旭彪 著].PDF