
固态电池之干法电极工艺及装备详述
1.干法电极是一种新型电极制造工艺
1.1 极片制作是锂电池生产的前段环节
极片制作是锂电池生产的前段环节。锂电设备是锂电池生产的基础,是指利用设备将电化学物料通过各种工序制成电芯及参与电池系统组装的各类设备的总称。锂电设备的工艺水平及其运行情况直接影响锂电池的性能与质量,是决定锂电池品质的关键因素之一。
锂电池的制作工艺复杂,涉及的工艺众多,需要的设备种类也很多。整体来看锂电池生产主要分为前中后段三个环节,分别为前段极片制作环节、中段电芯装配环节、后段化成检测环节。具体如下:
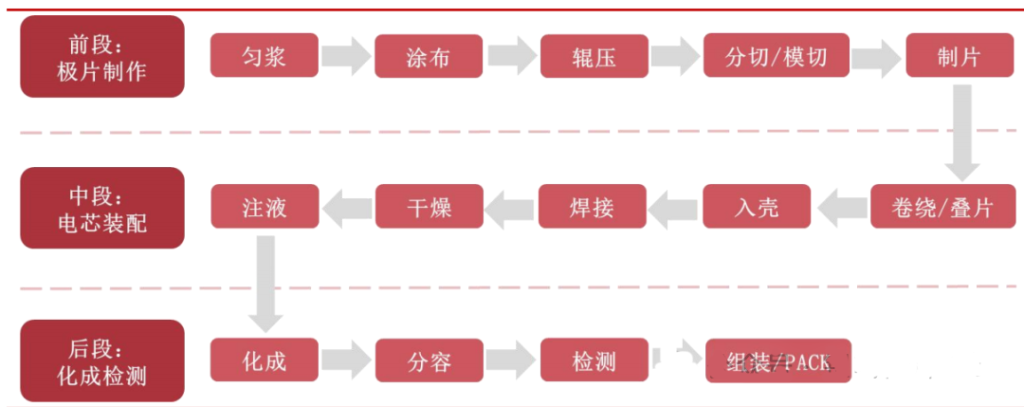
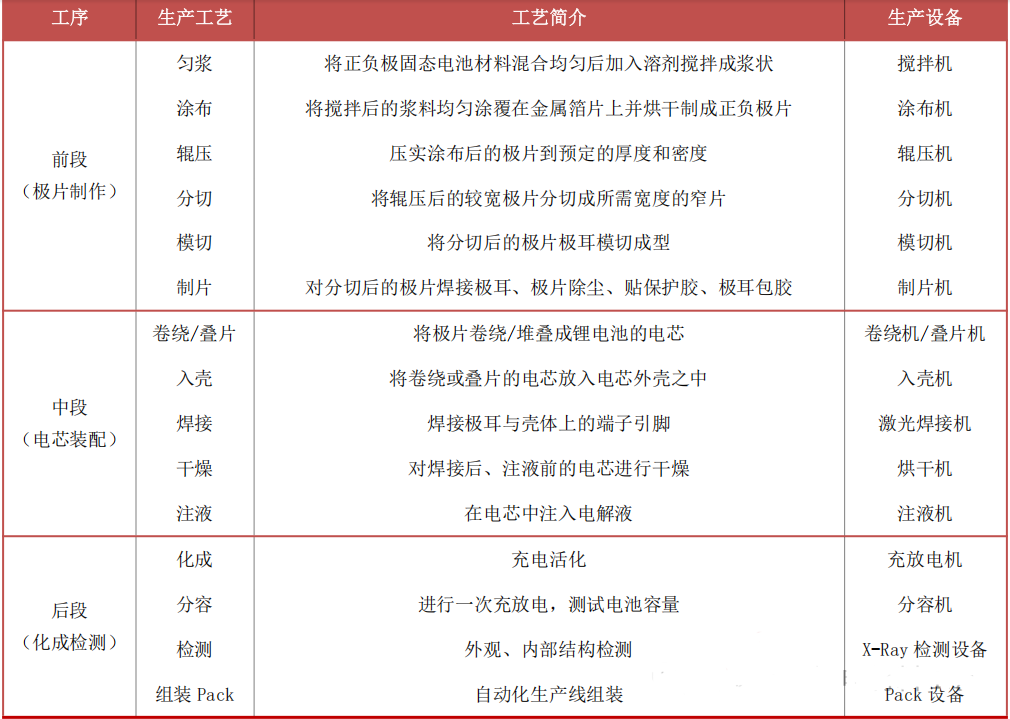
传统锂电池生产前段极片制作环节主要包括匀浆、涂布、辊压、分切/模切、制片等工序,是锂电池制造的基础,对极片制作设备的性能、精度、稳定性、自动化水平和生产效能等有着很高的要求。前段主要设备包括:搅拌机、涂布机、辊压机、分切机/模切机、制片机等。
涂布、辊压、分切为前段核心工序,涂布机、辊压机、分切机为对应核心设备。
涂布:
把搅拌后的浆料均匀涂覆在基材铜箔(负极载体)和铝箔(正极载体)上并烘干制成正极和负极片,是锂电池研制和生产中的关键工序之一。
辊压:
对已涂布的正负极极片进行轧压使其压实更好地依附在铝箔和铜箔上,以提高电池能量密度。
分切:
将较宽的整卷极片连续纵切成若干所需宽度的窄片。分切后的极片不能出现褶皱、脱粉,分切尺寸精度要求高,同时要求极片表面保持光滑和平整,边缘的毛刺小。
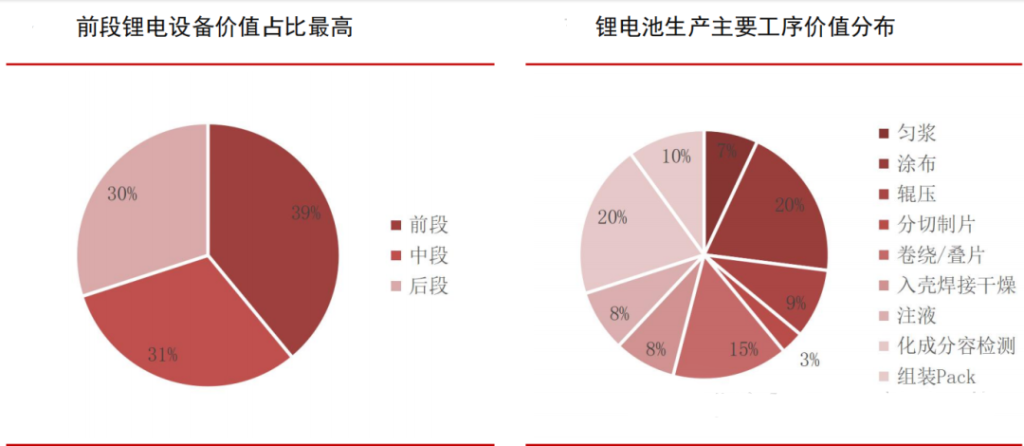
从价值量分布来看,锂电池生产的前段设备价值量最高,占比约40%。其中,匀浆、涂布、辊压、分切制片等前段工序价值占比分别为 7%、20%、9%、3%。
1.2 干法电极工艺与湿法电极工艺的区别
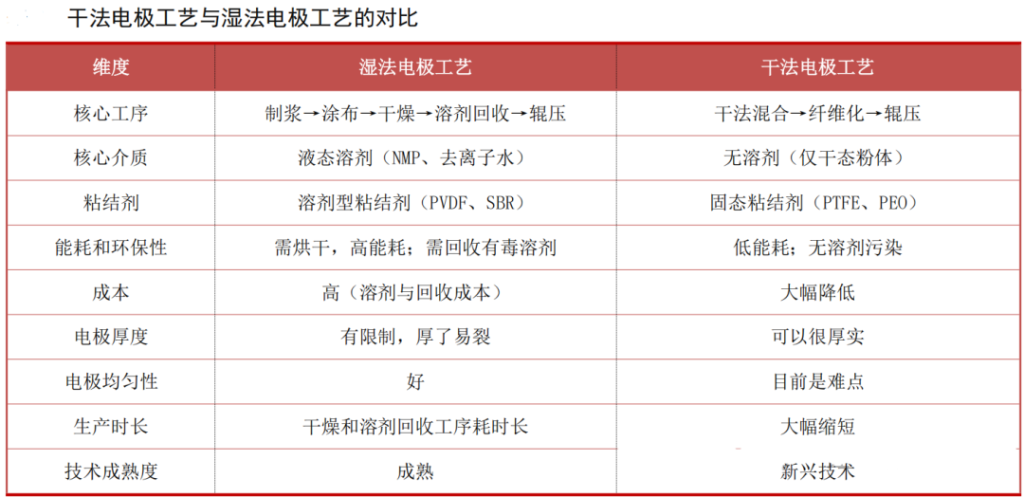
湿法电极工艺:目前锂电池电极制造主要采用湿法工艺,工艺成熟度高。传统湿法工艺是将活性物质(如正极的三元材料、磷酸铁锂,负极的石墨)、导电剂(如炭黑、碳纳米管)、粘结剂(如正极使用 PVDF、负极使用 SBR)等按比例与液态溶剂(如正极使用NMP、负极使用去离子水)混合制成浆料,然后通过涂布机将浆料均匀涂覆在集流体(铜箔、铝箔)表面,再经过干燥(去除溶剂)、辊压、分切等工序,制成电极片。
湿法工艺依赖溶剂,溶剂是实现活性物质、导电剂、粘结剂均匀分散的关键介质,决定了浆料的流动性和涂覆均匀性。湿法工艺需要干燥和溶剂回收环节,这些环节需要消耗大量能源去除有毒溶剂。因此,湿法电极工艺存在高溶剂消耗、高能耗、工序长的短板。
干法电极工艺:干法电极工艺是一种新型的电极制备技术,核心是不使用溶剂,将活性物质、导电剂、粘结剂(如 PTFE)等固态粉末通过机械搅拌、高速剪切或挤压等物理机械力混合成干态粉体混合物,直接形成自支撑膜,再辊压到集流体上制成电极片。
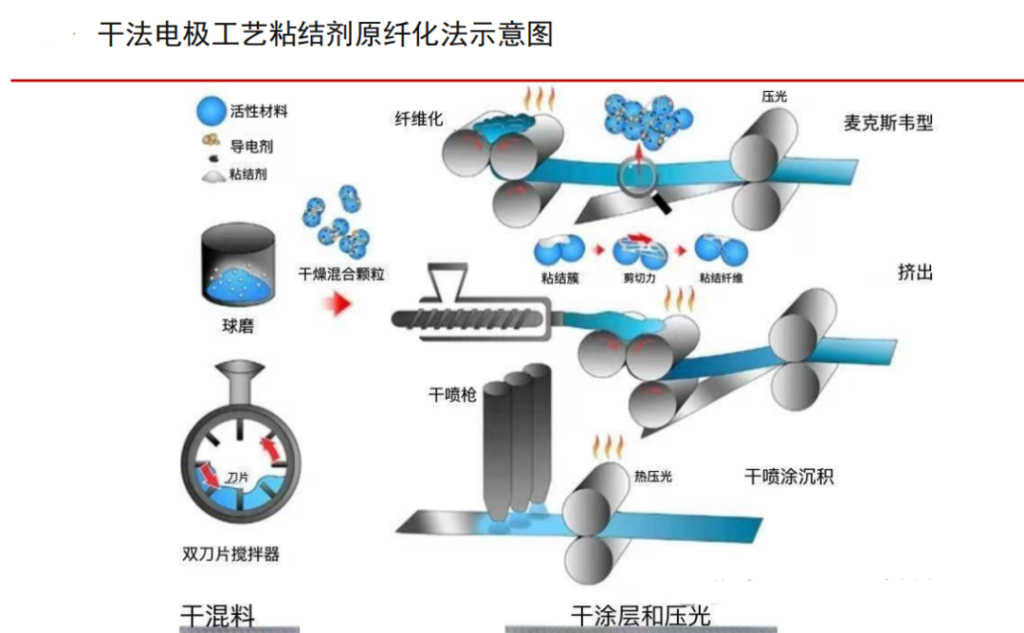
根据制备方式的差异,干法电极工艺可以分为粘结剂原纤化法和静电喷涂法两种,其中粘结剂原纤化是主流的干法路线。
粘结剂原纤化法:是主流的干法电极制造方法,是将活性材料粉末与导电剂混合后加入粘结剂,然后对干混合物施加外部的高剪切力,使粘结剂原纤化后粘合电极膜粉末,最终挤压混合物形成自支撑的干态电极膜。使用该制作方法的企业主要分布在美国、中国、德国。
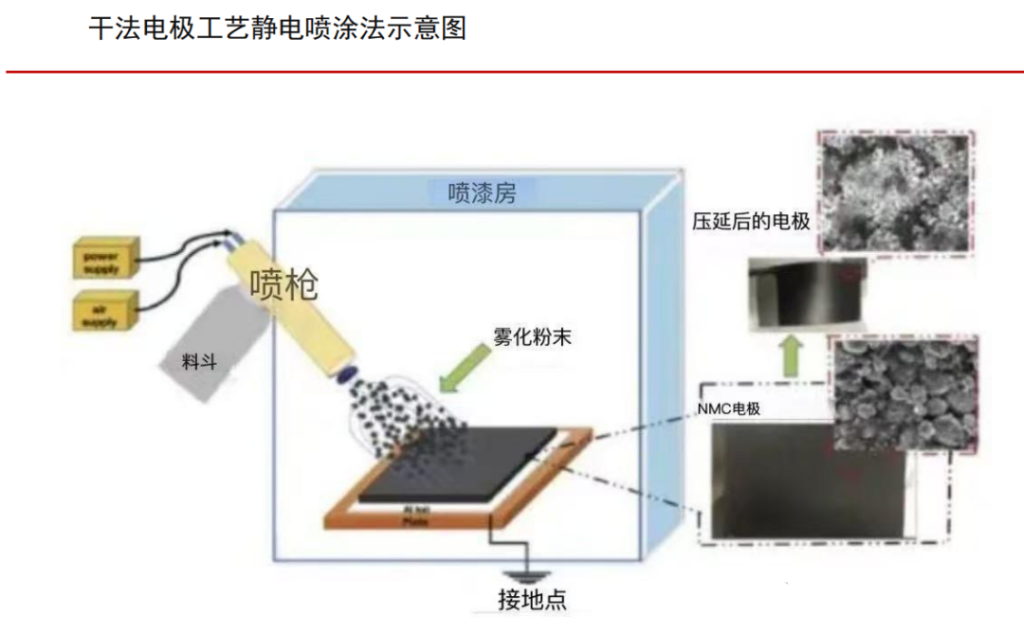
静电喷涂法:是使用高压气体预混活性材料粉体、导电剂以及粘合剂颗粒,在静电喷枪的作用下使粉末带负电荷并喷至带有正电荷的金属箔集流体上,然后对载有粘结剂的集流体进行热压,粘结剂融化后会粘连其他粉末并被挤压成自支撑膜。使用该制作方法的企业主要分布在日本、韩国。目前该技术尚处于实验室研究阶段。
干法电极工艺和湿法电极工艺的核心区别:干法电极工艺省去了溶剂的使用,以及后续的烘干和溶剂回收工序。干法工艺的关键工序在于“干法混合+成型+辊压”。
目前干法电极工艺的关键难点:相较于湿法工艺,干法工艺各个环节的难度会加大。目前干法工艺的关键难点在于无溶剂下混合电极材料粉末的均匀性、成膜一致性问题,良品率较低。比如粘结剂原纤化在工序第一步混合粉体材料的时候,干法电极工艺很难让粉体完全均匀,不均匀会造成成型极片无法使用,影响良品率。若干法电极涂层不均匀,可能会导致电池出现性能衰减、潜在短路等问题。
2.干法电极是助推全固态电池产业化的关键技术之一
2.1 全固态电池更适配干法电极工艺
在全固态电池生产的前段极片与固态电解质制备环节,干法电极工艺以高压实密度、无溶剂、低成本的显著优势,为全固态电池在高能量密度方向发展和规模化量产落地提供可靠路径,成为推动全固态电池产业化的关键技术之一。
干法电极工艺作为一种新型电极制造工艺,更适配全固态电池,原因在于:
(1)提高电极压实密度,契合全固态电池对高能量密度的需求。
干法电极工艺最大的优势在于能够提高电极的压实密度,从而提升电池的能量密度。传统的湿法电极制造工艺需要使用溶剂将活性物质、导电剂和粘结剂混合后涂布在集流体上,然后进行干燥、NMP 溶剂回收和辊压等工序。而干法电极制造工艺直接将活性物质、导电剂和粘结剂等电极材料混合成干粉,通过机械压到集流体上形成电极片。由于干法电极工艺无需溶剂,在制备过程中不存在溶剂蒸发后留下孔隙的问题,活性物质颗粒之间能够更紧密地接触。以常见电池材料为例,磷酸铁锂压实密度可从湿法工艺下的约2.30g/cm³提升至干法工艺的3.05g/cm³左右,三元材料压实密度可从约3.34g/cm³提升至3.62g/cm³左右,石墨负极压实密度可从约1.63g/cm³提升至1.81g/cm³左右。

干法电极工艺还能够提升电极厚度。传统湿法电极因溶剂挥发易导致电极开裂等问题,厚度一般受限于160μm 左右。干法电极可制备更厚的电极,厚度区间可达30μm-5mm。
因此,干法电极工艺可以提高电极的压实密度和提升电极厚度,更高的压实密度意味着在相同体积下可以容纳更多的正负极材料,更大的电极厚度意味着能够适配更多的正负极材料,从而提升电池的能量密度。根据高能数造、上海联净等多家企业披露数据显示,干法电极工艺能够提高电池能量密度约 20%。干法电极工艺制备超厚、高载量的电极,提升电池能量密度的效果契合固态电池对高能量密度的需求。
(2)干法工艺适配硫化物电解质技术路线,是全固态电池量产落地的重要推动力。
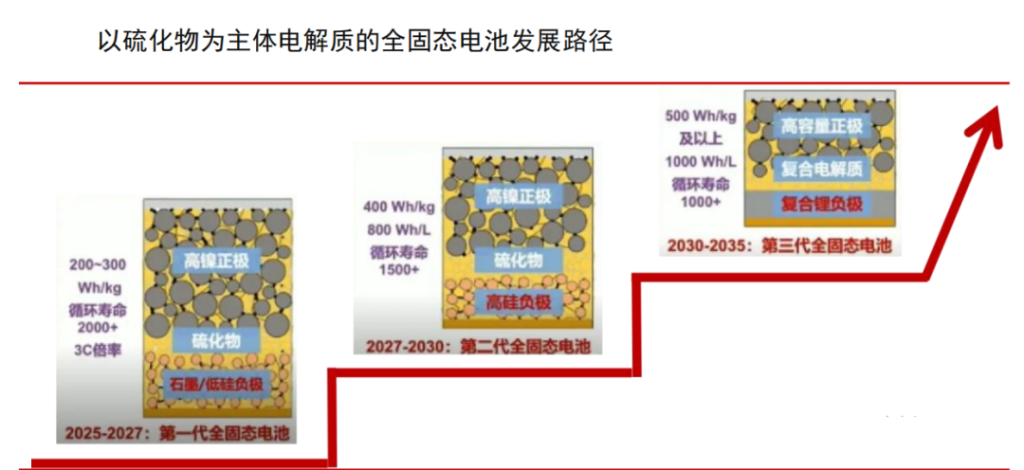
我国全固态电池确立以硫化物电解质为主流技术路线的发展路径。固态电池主要包括聚合物电解质、氧化物电解质、硫化物电解质三大技术路线。其中硫化物电解质的离子电导率最高、柔韧性好、工作性能表现优异,在全固态电池中的发展潜力最大。我国全固态电池已确立以硫化物电解质为主流技术路线的中长期发展路径。在2025年2月15日举行的第二届中国全固态电池创新发展高峰论坛上,中国科学院院士、清华大学教授欧阳明高阐述了基于硫化物固态电解质为主体电解质的全固态电池中长期发展路径:
(1)2025-2027年,第一代全固态电池,以 200-300Wh/kg 的石墨/低硅负极硫化物全固态电池发展目标为牵引,努力打通全固态电池的技术链;
(2)2027-2030年,第二代全固态电池,以 400Wh/kg 和 800Wh/L 为目标,重点攻关高容量硅碳负极,面向下一代乘用车电池,确保 2027 年实现轿车小批量装车,2030 年实现规模量产;
(3)2030-2035年,以500Wh/kg和1000Wh/L为目标,重点攻关锂负极,逐步向复合电解质、高容量正极体系发展。
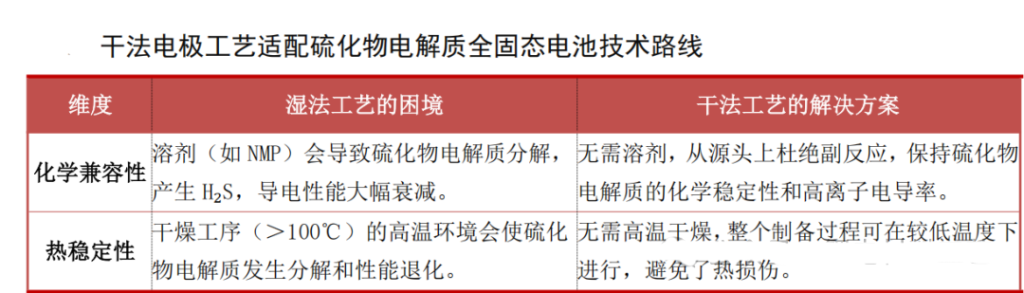
干法电极工艺适配硫化物电解质全固态电池技术路线。全固态电池是使用固态正负极材料和固态电解质,不含有电解液,所有材料都由固态材料组成的电池。而干法电极工艺同样是无需液态溶剂,两者的理念相契合。适配全固态电池的硫化物电解质、金属锂等对溶剂极度敏感,干法电极的无溶剂和无干燥过程特性,恰好完美避开硫化物电解质的弱点:
(1)绝大多数的有机溶剂(尤其是湿法电极常用的 NMP)都会与硫化物电解质发生剧烈的化学反应,导致其产生H₂S等有害气体,并破坏电解质结构;被溶剂污染后,硫化物电解质优异的导电性能也会大幅衰减,使电池失效。
(2)硫化物电解质的化学稳定性较差,在湿法工艺的烘干环节等较高温度下,容易发生分解和性能退化。采用干法电极工艺,固态电池的极片制造过程可以实现完全干燥,由于无需溶剂,可以规避全固态电池硫化物电解质对溶剂敏感的问题。因此,干法电极工艺更适用于全固态电池生产。
(3)干法电极工艺简化生产流程,降低电池制造成本,提高生产效率,有助于推动固态电池产业化。
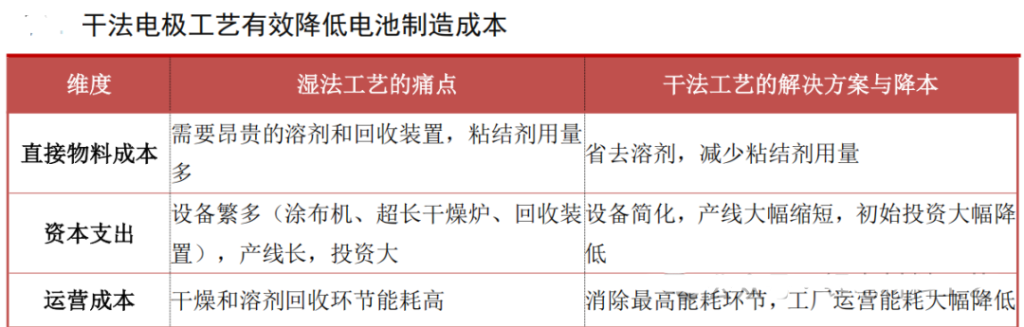
溶剂成本昂贵、有毒、需要复杂的回收。干法电极工艺无需使用溶剂,省去了溶剂成本,减少了干燥和溶剂回收两个高能耗、高成本的环节,将电极制造过程一体化,缩短工艺环节,设备占地面积更小,从而降低成本。根据清研电子介绍,干法工艺的产线设备集成化,采用一体化设备替代传统分散工序,减少设备占地面积约50%-70%,电极制造成本减少约15%-20%。根据纳科诺尔预计,干法电极量产后可降低电池制造成本 10%以上。
根据 LGES 表示,干法电极工艺可以降低电池制造成本 17%-30%。根据上海联净复合材料技术有限公司,干法电极工艺能够降低 10%溶剂成本及 40%能耗。因此,通过采用干法电极工艺能够有效降低电池制造成本。并且生产流程简化后的干法电极工艺产线大幅缩短,提高生产效率,适配电池极片的大规模生产。当前,降低成本对于固态电池量产落地至关重要,因此,干法电极工艺被认为是推动固态电池产业化的关键技术之一。
2.2 全固态电池中试线开始起量
全球主流电池厂商将于2027年左右小批量生产全固态电池。近年来国内外主流电池厂商,以及专注于固态电池的初创企业,不断推进固态电池的研发与应用。2024年尤其是下半年以来主流电池厂商密集公布了其在固态电池领域的最新进展以及技术突破。从各家企业的表态来看,全固态电池将会在2027年左右开始小批量生产。
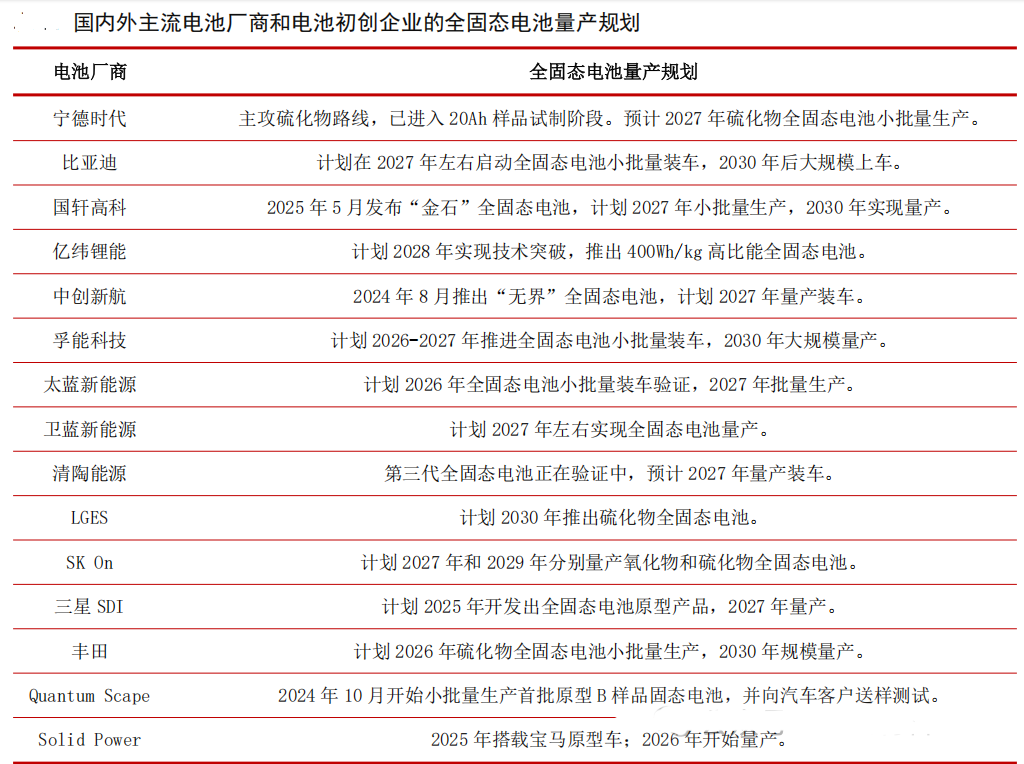
2025-2026 年全固态电池中试线将密集落地。根据全固态电池将于2027年左右小批量生产,可以预见,2025-2026年全固态电池中试线将密集落地,行业将迈向中试到量产攻坚的新周期。2025年下半年以来,包括国轩高科、亿纬锂能、孚能科技、清淘能源等多家电池企业披露其在全固态电池领域的最新进展,中试线建设快速推进或迎来落地。
固态电池产业化推进,设备先行受益。全固态电池和传统锂电池的制造工艺和生产设备差异大,固态电池设备是支撑全固态电池产业化推进的基础和关键环节,生产全固态电池的设备需求将明显起量。适配全固态电池生产的革新制造工艺亟需突破,其中干法电极工艺作为关键技术之一,将开启加速迭代,后续随着全固态电池产业化推进将带动干法工艺相关设备订单持续落地。
3.干法电极工艺催生设备新增及迭代需求
3.1 全固态电池设备市场规模将高速增长
未来几年全固态电池设备市场规模将显著提升。根据 EVTank 数据显示,2024年全球固态电池设备市场规模达40亿元,其中半固态电池设备市场规模38.4亿元,全固态电池设备市场规模1.6亿元,全固态电池产线主要为实验室中试线。预计随着固态电池的产业化进程逐步推进,固态电池设备行业的市场规模将显著提升,预计到2030年全球固态电池设备市场规模将达到约1080亿元,年均复合增长率超过 70%,其中全固态电池设备市场规模将达455亿元,年均复合增长率超过150%。未来几年固态电池生产线将进入大规模建设期,固态电池设备将成为固态电池产业化进程中最先受益的环节。

3.2 干法工艺与湿法工艺的前段设备差异
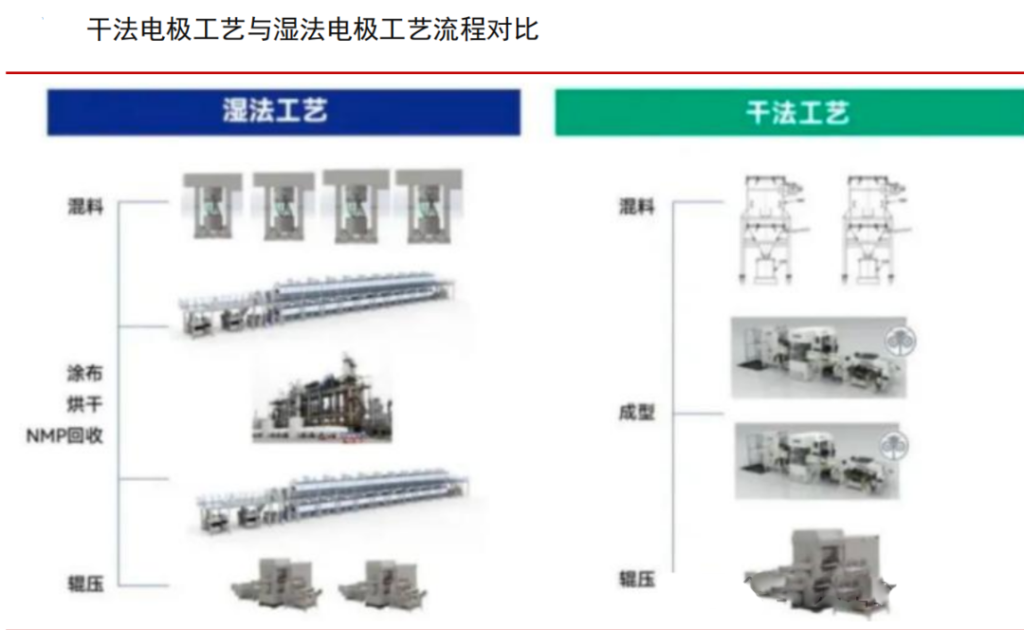
纤维化设备是核心增量设备,干混机和辊压机需要迭代升级。在前段极片与固态电解质制备环节中,全固态电池适配干法电极工艺。干法电极工艺和传统湿法电极工艺在前段工序设备端的差异主要体现在:干法工艺省去了溶剂使用,省去了匀浆、涂布工序,通过物理混合活性物质、导电剂和粘结剂(如 PTFE)等制成自支撑膜,主要工序包括干混、纤维化及辊压,对应的设备分别为干混机、纤维化设备、辊压机。与传统湿法工艺相比,干法工艺在纤维化环节需要增加全新的定制设备,在干混、辊压环节,需要对设备进行精细化升级改造。其中,纤维化设备和辊压设备是干法电极工艺中的核心设备,纤维化设备占设备成本的30%以上。

(1)干混机需要迭代升级
干法电极工艺的干混过程,是在无溶剂参与的环境下,通过机械作用实现活性物质、导电剂、固态粘结剂(如 PTFE)三类核心粉体的“初步分散-深度混合-均质化”,为后续纤维化过程提供成分均匀、无团聚的物料基础。该过程直接决定后续纤维化网络的完整性,若混料不均匀,易导致局部粘结剂不足或过量,引发纤维断裂或团聚。该过程直接影响材料的均匀性和性能。
干法电极工艺使用的干混机需要迭代升级的主要原因在于:
1 提升混合效果和材料性能:干法电极工艺对材料混合的均匀性要求很高。传统干混机可能难以确保导电剂与活性物质、粘结剂等均匀分散,导致电极性能不稳定。迭代升级的干混机可通过优化结构设计、采用特殊桨叶等方式,更好地对材料进行剪切、分散,实现超细粉末的均匀分布,提高电极的导电性能和机械强度。
2 适应特殊材料特性:干法电极工艺中使用的粘结剂如 PTFE 对温度敏感,不同温度下机械性能不同,需要精细控制粉料混合温度,避免提前纤维化。迭代升级的干混机可以配备更精准的温控系统,将温控精度控制在0.5℃以内,更好地满足材料混合过程中的温度要求,保证粘结剂的有效分布和纤维化效果。
(2)纤维化设备是核心增量设备
干法电极工艺的纤维化过程,是利用物理作用将固态粘结剂(如PTFE)从颗粒态转化为三维连续纳米纤维网络,并与活性物质、导电剂实现均匀包裹与结合的关键环节,该过程直接影响电极的机械强度、导电性及后续的加工性能。纤维化设备的难点在于将粘结剂(如PTFE)处理成纳米级的原纤维,对剪切能力和环境控制提出极高要求。纤维化设备目前主要有三种:气流粉碎机、螺杆挤出机、开炼机。其中,气流粉碎机的工作效率最高,而螺杆挤出机的良率最高。

气流粉碎机:压缩空气通过喷嘴高速射入粉碎腔后,活性物质及粘结剂混合物通过进料口到达粉碎腔。混合物在高压气流的作用下相互碰撞粉碎实现原纤化,最后,混合物随气流上升至分级腔在辊压设备作用下形成电极膜。

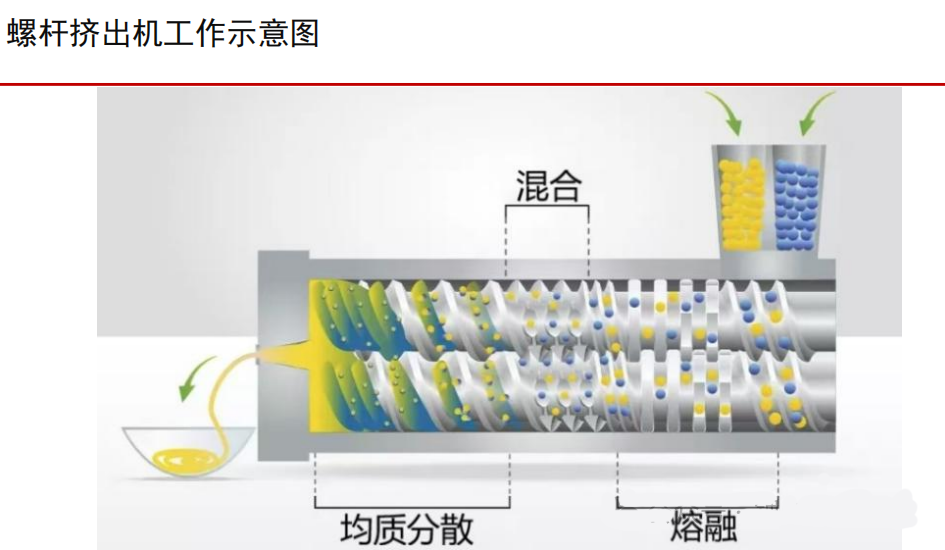
螺杆挤出机:混料自料口进入螺杆充满螺槽后,会在旋转的螺杆作用下在料筒内壁和螺杆表面不断被搅拌、压实以及混合。在压缩段结束处,螺杆会将混合均匀的物料按要求挤出机头,在机头中混合物会被塑成电极膜并送离挤出机。
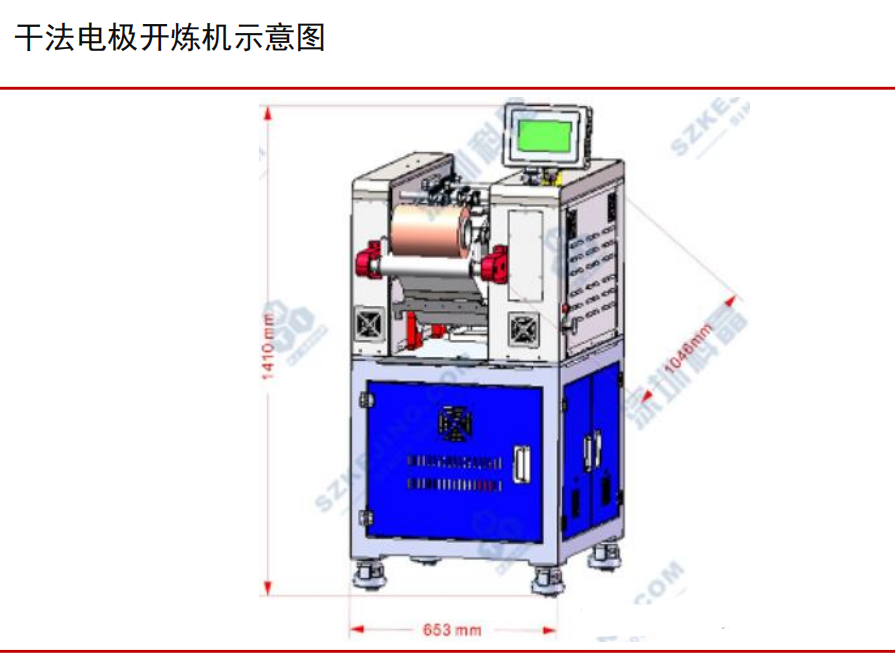
开炼机:两个相对回转的辊筒对物料产生挤压后,由于两个辊筒的速比不同,可以对混料产生剪切力,速比越大剪切力越强。在辊筒的高剪切力下,混合物内部的分子链会被打断,实现均匀的混合,多次往复后在粘结剂原纤化的作用下即生成电极膜。
(3)辊压机需要迭代升级
干法电极工艺的辊压过程,是将混合均匀的电极原料通过多级辊压,形成密度高、表面均匀的高性能干态电极膜,再与集流体热压覆合形成结构致密且厚度均匀的电极片的过程。该过程直接决定了电极片的微观结构、机械性能和最终电池的能量密度、倍率性能及循环寿命,是干法电极技术能否实现产业化的关键环节之一。

干法电极工艺对辊压机的要求提升。干法电极工艺相比于传统湿法工艺对辊压设备的工作压力、辊压精度、均匀度以及压实密度的要求会更高。头部辊压设备厂商因专利储备多、产品迭代快、良率高,率先受益于干法电极工艺对于新型辊压机的迭代需求。设备大型化集成化是未来发展趋势。将加料、混料、纤维化、制膜、辊压、分切、收卷等功能集成于一体,减少流转时间,提高效率及一致性等,设备的价值会更高。