
陶瓷隔膜对锂电池热失控影响及电池设计优化分析
隔膜的性能对电池安全性能有很大的影响,足够的拉伸强度能防止隔膜变形,另一方面隔膜的横向拉伸强度越大,对应的热收缩率越大,因受热导致Overhang降低而引起电池短路的风险越大;隔膜穿刺强度越低,电池在生产过程中产生的毛刺、异物以及电池在使用过程中产生的锂枝晶越易刺穿隔膜从而引发电池短路,同时对电池的自放电速率也有显著影响;隔膜的热收缩率越高,在电池过充、热失控等安全测试过程中隔膜的热收缩越大,越易使正负极接触短路,从而产生大量热量,引发起火、爆炸等现象。
本文主要从不同涂覆厚度的陶瓷隔膜的形态、拉伸强度、穿刺强度、不同温度热收缩率等方面研究其性能,并且制备成300Ah大容量储能电池进行热失控试验,并对试验结果进行深入分析。
1 实验
1.1 隔膜性能测试
实验使用基膜材质聚丙烯(PE)、分子量40万道尔顿、孔隙率40%、厚度12μm,涂层浆料主要成分以D50=0.7μm的氧化铝颗粒和聚丙烯酸黏结剂以2.5∶1制成,分别制得(12+2)μm、(12+3)μm、(12+4)μm以及双面涂陶瓷层隔膜(12+1.5+1.5)μm、(12+2+2)μm等5款隔膜;隔膜拉伸强度、穿刺强度、热收缩率测试方法参考《GB/T 36363—2018锂离子电池隔膜性能测试》方法。使用扫描电镜测试隔膜表面形态;QJ-210A型电子万能拉力试验机测试隔膜拉伸强度及穿刺强度;恒温箱测试隔膜热收缩率。
1.2 电池制备
实验采用浙江南部生产工艺制作成 300Ah方型铝壳电池。将正极主材磷酸铁锂、黏结剂PVDF、导电剂SP按96%∶2%∶2%比例,加入一定质量的NMP中,充分搅拌、分散,涂覆在涂炭铝箔上,经过辊压、分切、模切制成正极片。负极采用类似工艺:将负极主材石墨、导电剂、黏结剂在去离子水中混匀,涂覆在铜箔上,经过辊压、分切、模切制成负极片。将上述正负极片经过叠片、入壳、烘烤、注液、化成、分容等流程制备成成品电池。
1.3 热失控测试
电池热失控测试参考《GB/T 36276—2018电力储能用锂离子电池》A.2.19.1热失控试验方法,使用平面状或棒状加热装置,并且其表面应覆盖绝缘层,加热装置加热功率>600W,在加热装置对侧安装温度检测器,监测电池电压及大面温度,记录充入电量。
使用充放电机对初始化充电后电池以1C恒流充电12min,启动加热装置并以其最大功率对电池加热直至发生热失控或者监测温度达到300℃,停止加热。
热失控判定条件:①测试对象发生电压降;②监测点温度达到电池保护温度;③监测点温升速率达到≥1℃/s;④当①+③或②+③发生时,判定发生热失控;⑤当加热过程中及加热结束后1h内,如果发生起火、爆炸现象,试验终止并判定为发生热失控。
2 结果与讨论
2.1 隔膜扫描电镜分析
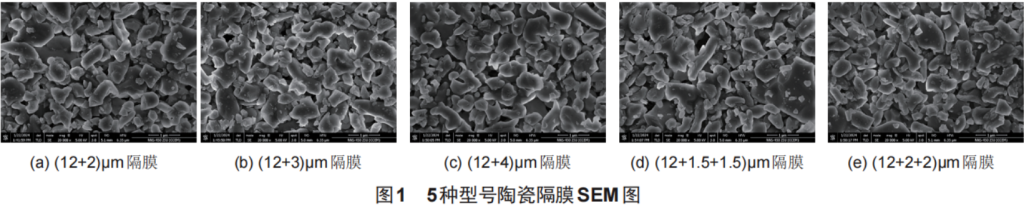
5款隔膜扫描电镜图片见图1,由图1可以观察到不同涂覆厚度的陶瓷涂层隔膜表面氧化铝涂层致密,涂层颗粒分布均匀且粒径范围较宽,形貌、大小相近,不同涂覆厚度隔膜涂层表面没有明显差异。
2.2 隔膜拉伸强度和穿刺强度
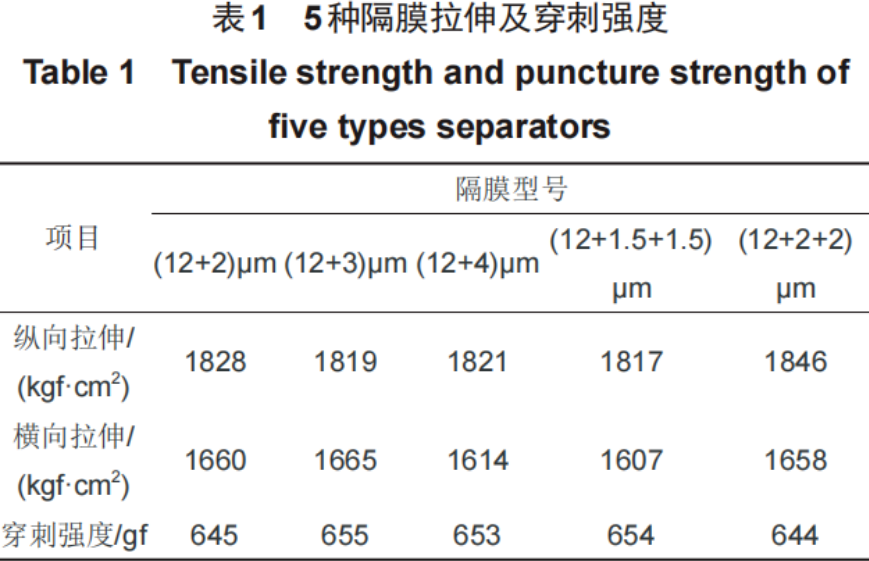
隔膜的拉伸强度及穿刺强度对电池的装配工序极为重要,表1为测得的隔膜拉伸强度及穿刺强度,由表1可以看到基膜为12μm的陶瓷隔膜拉伸强度及穿刺强度没有明显的差异,表明隔膜的拉伸强度和穿刺强度主要由所选用的基膜决定。
2.3 隔膜热收缩率
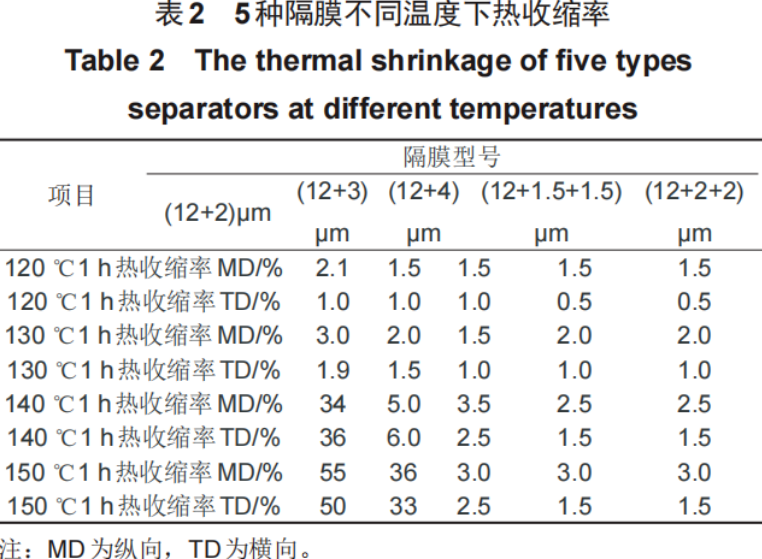
本实验研究在120~150℃情况下的隔膜收缩率,结果见表2。由表2可以看出120℃隔膜热收缩率相差不明显,但温度达到130~150℃时,隔膜的热收缩率差别明显增大:130℃时(12+2)μm的横向收缩率达到1.9%,其他4款均为1.0%;140℃时,(12+2)μm收缩率超过30%,(12+3)μm达到6%,(12+4)μm横向热收缩在2.0%~3.0%,两款双面涂陶瓷在1.0%~1.5%;150℃时,(12+2)μm、(12+3)μm 分别在50%、30%以上,(12+4)μm在2.5%~3.0%,两款双面涂陶瓷在1.5%~2.0%;综合来看,相同测试条件下,隔膜热收缩率是(12+2+2)μm、(12+1.5+1.5)μm<(12+4)μm<(12+3)μm<(12+2)μm。
隔膜(12+4)μm热收缩率低于(12+3)μm、(12+2)μm,主要是在隔膜收缩过程中,陶瓷材质收缩率远小于基膜PE材质,从而抑制基膜收缩,陶瓷层厚度越厚,阻力越大,热收缩率越小;(12+2+2)μm与(12+4)μm隔膜基膜、陶瓷层厚度均相同,但(12+2+2)μm比(12+4)μm热收缩率低,主要是因为双面涂层陶瓷层与基膜接触面积是单面涂层接触面积的2倍,陶瓷层对基膜的阻力更大。
2.4 电池热失控测试结果
锂离子电池过充电直到电解液的分解电压,电解液逐渐开始分解同时电池产生大量的热量聚集在电池内部,无法快速散去,导致电池内部温度升高;随着电池内部温度升高,隔膜逐渐受热收缩,当隔膜收缩到一定程度,使得正负极片接触,从而导致电池内部强短路;电芯内部温度升高到140 ℃左右,隔膜PE基膜会发生闭孔,电池内部Li+无法经隔膜正极扩散到负极,外电路持续对电池充电会导致电压急速上升,当电池内部温度升到147 ℃左右,达到隔膜破膜温度,隔膜失去物理支撑隔离作用。
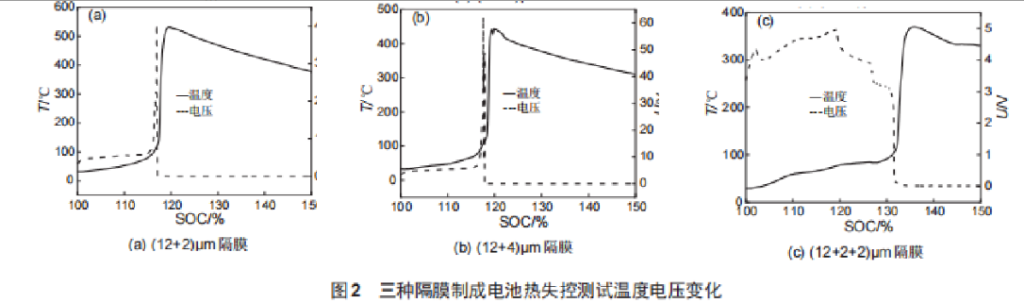
选取(12+2)μm、(12+4)μm、(12+2+2)μm 三款隔膜分别制作成300Ah铝壳电池,进行热失控安全测试,测试结果见图2。由图2可知,单面涂陶瓷隔膜(12+2)μm、(12+4)μm电池热失控测试过程 中 , (12+2)μm隔膜制成的电池在过充至116.94%SOC发生热失控,温度急剧上升,电池表面最高温度达530.9℃,(12+4)μm隔膜制成的电池在过充至117.64%SOC发生热失控,温度急剧上升,电池表面最高温度441.7℃。隔膜陶瓷涂层增加有利于推迟电池过充热失控时间,且热失控电池表面温度更低一些。双面涂陶瓷(12+2+2)μm隔膜发生热失控是在过充结束(120%SOC)之后,加热4min 41s时电池达到保护温度发生热失控,电池表面最高温度369.5℃,整个热失控过程未发生起火、爆炸现象。由此表明,双面涂陶瓷层隔膜相比于单面涂层隔膜在大电池应用上安全性更高。
3 电池设计优化分析
电池在设计时,需要充分考虑安全的余量,安全余量分为材料体系上的设计余量和结构设计上的余量,结构设计上重要的是Overhang的设计,其中隔膜宽度超负极宽度的设计是需要被重点考虑的。由以上隔膜测试数据可知,不同涂覆厚度的陶瓷涂层隔膜热收缩率有明显差别,且相同基膜陶瓷涂覆层厚度越厚,隔膜的热收缩率越小,电池的安全性能越好。电池在热失控试验时,温度会逐渐升高,过充及加热阶段电池表面或内部各处的温度均有可能会达到热失控上限监测温度300℃甚至更高。隔膜的热收缩率过大,超过电池的Overhang设计余量时,受热条件下隔膜收缩可能会导致正负极短路,短路会释放大量的热量从而引发电池热失控。所以,电池在设计时需要充分评估使用场景和极端条件的影响,结合选择的隔膜的热收缩率,核算隔膜的收缩比例,确保Overhang的设计是满足电池全寿命周期的安全需求 。
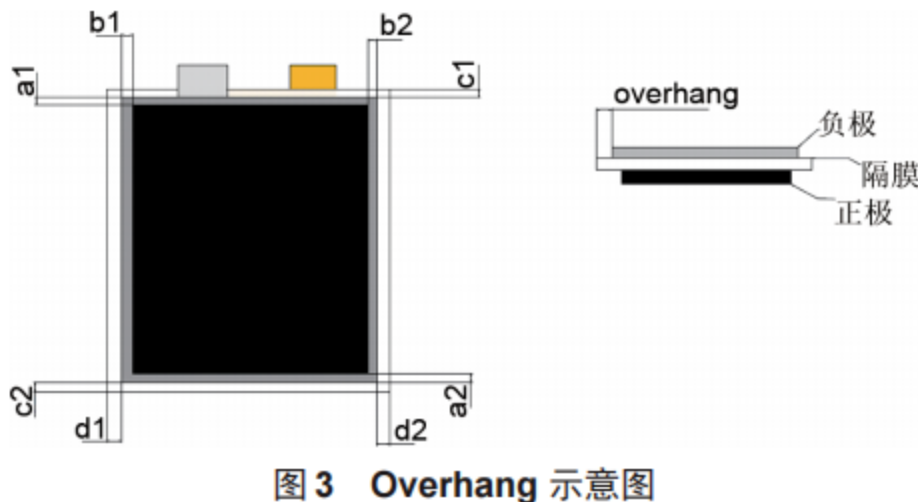
图3为电池Overhang示意图。以选择(12+2+2)μm 隔膜为例,隔膜在140℃下TD(宽度)方向的热收缩为1.5%,为确保隔膜在闭孔前电池不发生部分短路,设计时隔膜高度方向超过负极余量c1、c2应超过负极片总高度的1.5%为宜。
4 结论
综上所述,不同涂覆厚度的陶瓷涂层隔膜表面氧化铝涂层致密,不同涂覆厚度的涂层颗粒粒径分布范围较宽,形貌、大小相近;拉伸强度及穿刺强度方面,基膜为12μm的陶瓷隔膜拉伸强度及穿刺强度没有明显的差异,并且同等厚度基膜单面涂覆和双面涂覆无明显差异,表明隔膜的拉伸强度和穿刺强度主要由所选用的基膜决定;相同测试条件下,隔膜的热收缩率是(12+2+2)μm、(12+1.5+1.5)μm<(12+4)μm<(12+3)μm<(12+2)μm,主要是在隔膜收缩过程中,陶瓷材质收缩率远小于基膜PE材质,从而抑制基膜收缩,陶瓷层厚度越厚,阻力越大,热收缩率越小;(12+2+2)μm 与(12+4)μm 隔膜基膜、陶瓷层厚度均相同,但(12+2+2)μm比(12+4)μm热收缩率低,主要是因为双面涂层陶瓷层与基膜接触面积是单面涂层接触面积的2倍,陶瓷层对基膜的阻力更大;陶瓷涂层隔膜应用在大容量铝壳电池,(12+2)μm 隔膜制成的电池在过充至 116.94%SOC 发生热失控,电池表面最高温度达 530.9 ℃,(12+4)μm 隔膜制成的电池在过充至 117.64%SOC 发生热失控,电池表面最高温度 441.7 ℃,双面涂陶瓷(12+2+2)μm 隔膜制成的电池发生热失控是在过充结束(120%SOC)之后,加热 4 min 41 s 时电池达到保护温度发生热失控,电池表面最高温度369.5 ℃,整个热失控过程未发生起火、爆炸现象。陶瓷涂层越厚隔膜热收缩率越低,可以推迟电池发生热失控的时间,且电池发生热失控后电池最高温度越低;除此之外,在同等陶瓷厚度下,选择双面涂层的隔膜,电池发生热失控的时间得到更大程度的延缓,且热失控引发的起火爆炸概率降低。对于陶瓷复合隔膜在大电池设计上应选择陶瓷层厚度更大,或者双面涂层的隔膜,电池的安全性更好。