
锂离子电池极片涂布工艺研究(一):涂布方法
电池制造生产可以分为三个阶段,第一阶段为极片制作(包括匀浆、涂布、干燥、辊压、分切和制片),第二阶段为电芯组装(包括卷绕/叠片、入壳、注液和封装),第三阶段为电芯激活(包括化成、分容、检测和分选)。极片作为电池的关键部件之一,其设计、材料选择和制备工艺直接影响了电池的综合性能。
在电池制造过程中,涂布工艺扮演着关键角色。极片涂布的质量,如涂层厚度均匀性、面密度分布和缺陷等,对电池的一致性、循环寿命、能量密度、安全性能等方面均有很大的影响。
为提高极片涂布的工艺质量、提升涂布效率,首先要了解涂布的发展,选择合适的涂布方法,其次通过工艺仿真的手段减少实验试错的成本,探究影响涂层质量的因素,通过优化和改进各种参数达到指导生产的目的,最后基于在线检测技术,对涂布的质量实现在线监控,避免因人为和环境等不可控因素导致的生产缺陷。本文将从涂布方法、涂布工艺仿真以及涂布检测等三个方面探讨电池制造过程中涂布工艺的研究现状,以促进极片涂布工艺质量的提高、涂布效率的提升以及生产质量的把控。
相关阅读:
1 极片涂布方法
涂布技术最早应用于造纸行业和塑料包装等领域,如今已成为新能源电池制造领域不可或缺的一部分。然而,涂布行业目前有几十种涂布方法,可将浆料涂在不同的箔材上,针对于不同的箔材和浆料,涂布结构也各有不同。选择合适的涂布方法至关重要,直接影响了电池的生产效率和质量。
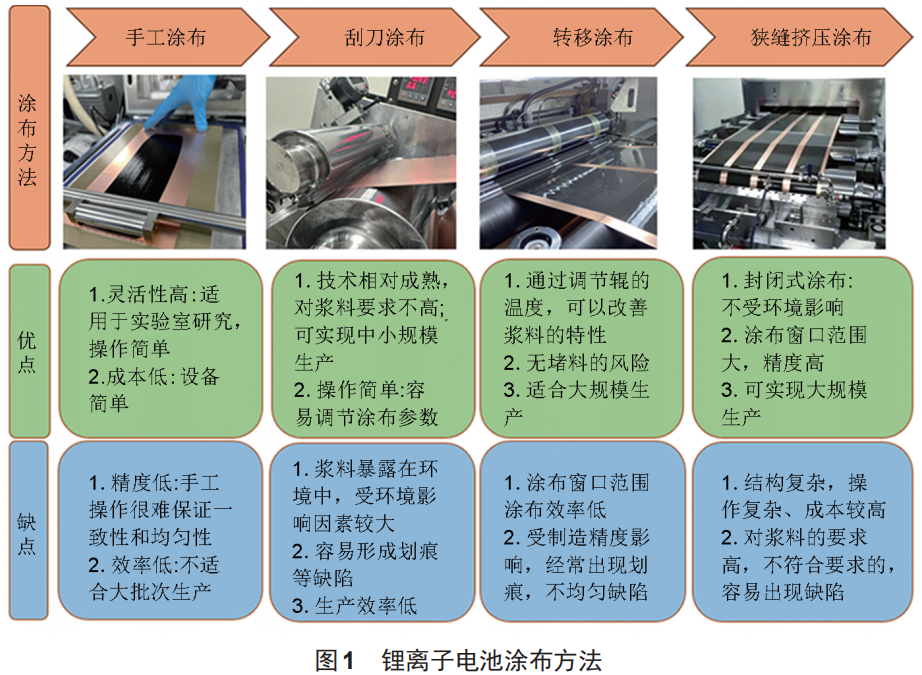
常见的锂离子电池涂布方法如图1所示,随着电池制造市场需求的提高,涂布方式也在不断发展,常见的涂布方式有手工涂布、刮刀涂布、转移涂布,到目前主流的狭缝式挤压涂布。电池极片涂布行业的发展旨在提高涂布质量和效率,以满足新能源行业对电池制造的需求。
1.1 手工涂布
手工涂布是一种基于人工操作的涂布方法,其工作原理如图2所示,将待涂布的箔材放置在具有吸附性的平台上,将搅拌好的浆料均匀倒在平台一端,通过缓慢移动刮刀辊,将浆料均匀涂在箔材的表面,实现手工涂布。
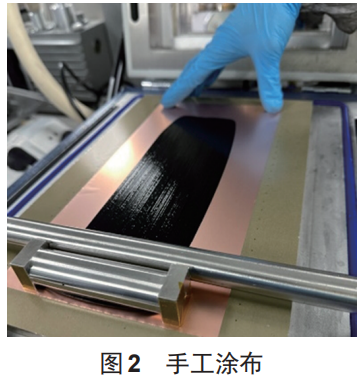
这种涂布方式操作简便,主要应用于实验研究,灵活性比较高,能够适应不同浆料和箔材的需求。但是其局限性比较大,首先,涂布效率低,每次只能对固定大小的箔材进行涂布,完全依赖于人工,无法进行大规模生产,其次,涂层质量受人为操作的影响较大,很难确保涂层厚度和宽度的均匀性。尽管在实验研究方面手工涂布具有一定的价值,但无法满足电池制造行业对质量、效率的要求,进而出现了由机器代替人工的涂布方法。
1.2 刮刀涂布
刮刀涂布如图所示,由刮刀和涂布辊组成,浆料存储在储料槽中,经涂布辊的转动,浆料被均匀涂在铜箔或铝箔上。通过调整刮刀与涂布辊之间的间隙,可以控制涂层厚度。同时,多余浆料被刮掉并回流到储料槽中,以确保涂布过程的精确性和高效性。
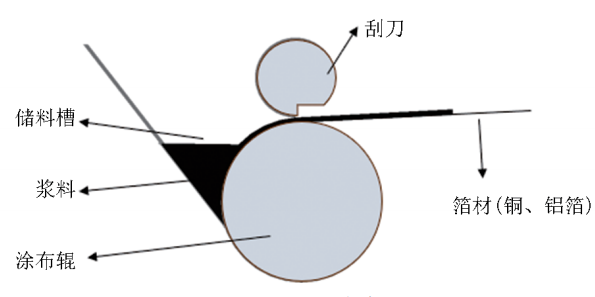
刮刀涂布操作简单,常用于实验研究,适合小批量生产。涂层厚度取决于箔材与刮刀之间的间隙,在涂布过程中,需要确保刮刀与箔材平行,否则会导致涂层横向厚度的不均匀性;同时这种方式涂布速度受限,涂布速度过高,会引起箔材的振动,导致涂层厚度不均匀,同时也会引起浆料飞溅等缺点;刮刀刃处容易结块形成颗粒,可能会在刮
1.3 转移式涂布
转移式涂布常见的有两种:刮刀转移涂布[图4(a)]以及双辊转移式涂布[图4(b)]。刮刀转移式涂布机结构相比于刮刀涂布机多了一个背辊。涂布原理相似,与之不同的是浆料是通过涂布辊与背辊之间的相逆转动将浆料转移到铜箔或铝箔上的。而双辊转移式涂布用转移辊替代了传统的刮刀,通过双辊之间的间隙调节浆料的转移量,然后再通过背辊与涂布辊的相逆转动达到涂布目的。
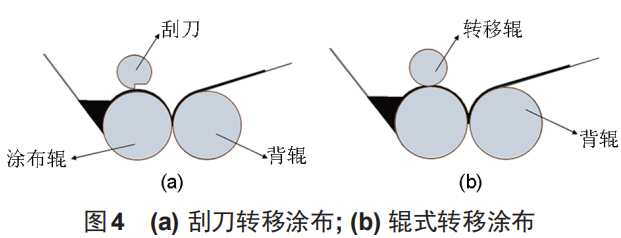
转移式涂布通过两次调整浆料的转移量,可以有效控制浆料转移量和涂层厚度均匀性,而且,通过改变转移辊温度,可以稳定控制浆料在涂布过程中的黏度特性。但是在精度、质量和效率方面很难达到涂布要求,首先在精度方面受制于刮刀或辊的制造精度,其次,浆料暴露在空气中,很难保证浆料不受环境影响,最后涂布间隙需要经过多次调试,依赖于经验法,这种方式耗时,降低涂布效率。
1.4 狭缝式挤压涂布
狭缝式挤压涂布工作原理如图5所示,在压力的作用下,将预先搅拌好的浆料以一定的流量通过进料口进入模头内部,在压力的作用下,将浆料均匀涂布在箔材表面。
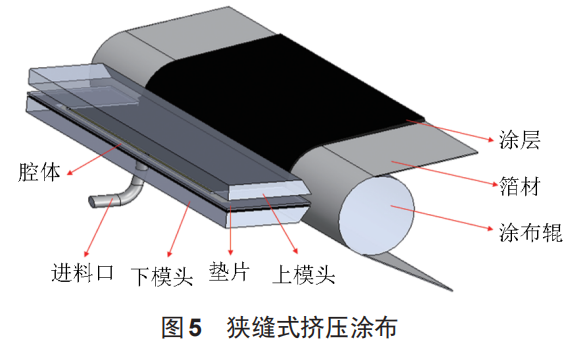
狭缝式挤压涂布虽然结构复杂,但是可以精准控制浆料的流动状态。模头是涂布的关键部件,主要由上模、垫片、下模组成。通过更换垫片,可实现多种类型的涂布。同时通过优化模头内部腔体的结构形状可以控制浆料在模头内部的流动状态和压力分布。垫片的结构形状不仅能实现不同类型的涂布(多条纹涂布、间歇涂布),而且还能改善浆料在出口处的均匀性。控制模头角度等可以提升涂布速度和改善涂布质量。通过控制对涂布质量影响的各种因素实现高精度涂布。
刮刀、转移式涂布虽然能够实现标准涂布,但是很难达到高精度、高效率、高质量的涂布要求,首先在精度方面受制于模头或者辊的制造精度,浆料暴露在空气中,很难保证浆料不受环境影响,涂布间隙需要经过多次调试依赖于经验法,这种方式耗时,降低涂布效率。两种涂布方式对浆料的特性(固含量、黏度)、涂布速度以及涂布厚度等范围受限,所以传统的涂布方法已不适用于目前市场的需求,而狭缝式挤压涂布以效率高、质量高等特点被电池制造行业广泛应用。
狭缝式挤压相比于前三种涂布方式具有涂布精度高、适用范围广、涂布效率高和自动化生产等特点。首先挤压涂布是一种先进的预计量涂布技术,可以根据给定的上料速度、涂布宽度、涂布间隙、箔材速度,可以较为精确地估计涂层涂布量;由于其在封闭环境中进行涂布,对浆料黏度特性影响较小,可实现浆料黏度范围较广的涂布,并且可以通过改变垫片宽度、厚度等实现不同宽度、厚度的涂布,同时改变垫片结构可实现不同类型涂布,例如双条纹涂布、间歇涂布等;并且在涂布效率方面也有着很大的优势,可实现双面涂布,箔材两侧同时进行涂布、同时烘干,相比于单面涂布,双面涂布生产效率高,生产空间利用率高,能够确保极片涂布的一致性和均匀性。最后可实现自动化生产,通过检测设备反馈给闭环模头的检测信号(面密度、厚度),实现自动调节参数(涂布速度、涂布间隙),实现精准控制涂布过程,实现不间断24h涂布。极大提高了生产效率,降低了生产成本。
在目前新能源电池行业快速发展的趋势下,狭缝式挤压涂布能够很好地满足电池制造厂商的需求。首先涂布效率方面,大多数厂商采用狭缝式挤压双面同时涂布,最大涂布速度可达120m/min,同时可以实现对高固含量、高黏度的浆料进行涂布。狭缝式挤压涂布不仅速度快,且适用范围广,符合当下新能源电池制造行业发展的需求。
在电池制造行业的智能化、精准化和高效化发展趋势下,狭缝式挤压涂布技术的不断改进和应用为行业发展提供可靠支撑。如何优化狭缝式挤压涂布的结构参数、工艺参数是企业急需去解决的问题。目前借助工艺仿真的手段,通过数值模拟来优化结构、工艺参数,探究各种因素对涂布效率和质量的影响,以减少因试错法产生的生产的成本,达到指导生产的目的。