
锂电池电解液材料制备方法和核心工艺门槛难点
“电解液作为锂离子电池的’血液’,承担着传导锂离子的重任,是电池获得高能量密度、低阻抗的关键。
(一)电解液核心技术门槛
电解液的核心技术门槛不在“混合”,而在添加剂、配方协同、工艺纯度、专利与验证,是典型的“配方+材料+工艺+验证”四重壁垒。
1. 分子设计壁垒
成膜(VC/FEC/DTD)、高压、阻燃、耐低温、硅负极适配等添加剂,需精准官能团与空间结构,匹配SEI膜形成机制,量子化学计算+海量实验缺一不可。
一、添加剂:真正的“卡脖子”核心(壁垒最高)
2. 合成工艺壁垒
– 易水解、易氧化,对水分/氧含量要求苛刻(<10ppm)
– 连续流/微反应、精馏提纯,温度/压力精度±0.5℃/±0.1MPa
– 收率、纯度、杂质控制直接决定电池寿命与安全
3. 专利壁垒
海外巨头(宇部、旭化成、LG等)在分子结构、合成路线、应用配方形成密集专利网,高端添加剂长期被垄断。
二、配方:多组分协同的“黑箱”(know-how壁垒)
1. 三元协同(溶剂+锂盐+添加剂)
不是简单比例,而是界面匹配:适配高镍、硅碳、高压正极,抑制副反应、减少产气、提升循环。
2. 场景化定制
动力/储能/低温/快充/高安全,配方完全不同,需长期数据积累与迭代。
三、工艺与纯度:量产一致性的“隐形门槛”
1. 超纯控制
水分、酸度、金属离子、游离酸必须ppb级,否则产气、鼓包、寿命跳水。
2. 混合与输送
无水无氧环境、高精度配比、在线监测、洁净输送,设备定制化+自动化要求高。
四、锂盐与溶剂:高端材料壁垒
– LiFSI/LiDFOB:热稳、耐高电压,但合成难、成本高、专利集中
– 新型溶剂:氟代、低粘度、高闪点,分子设计与量产难度大
五、验证与客户:时间壁垒(新进入者最难跨越)
– 电芯厂验证周期6–18个月,需通过循环、高低温、存储、安全等全场景测试
– 一旦通过,高粘性、低替换,形成长期壁垒
六、总结:电解液的壁垒结构
– 低门槛:基础混合、通用配方
– 高门槛:添加剂+配方+纯度+专利+验证
– 行业格局:添加剂决定上限,配方决定竞争力,工艺决定一致性
(二)电解液核心工艺流程
电解液核心工艺流程(SOP版)
一、总流程(5大核心工序)
原料预处理→惰性配制→纯化过滤→在线检测→无菌灌装
二、详细工序与控制要点
1. 原料预处理(纯度决定下限)
(1)溶剂脱水纯化(EC/DMC/EMC/DEC)
– 工艺:精馏脱水 + 分子筛吸附
– 控制:水分<10ppm,总醇<50ppm,纯度≥99.99%
– 设备:精馏塔、干燥柱、精密过滤器
(2)锂盐预处理(LiPF₆/LiFSI)
– 工艺:手套箱真空干燥(60–80℃,≤10Pa,8–12h)
– 控制:游离酸(HF)<50ppm,水分<10ppm
– 环境:露点≤-60℃,氧≤1ppm
(3)添加剂精制(VC/FEC/DTD等)
– 工艺:减压蒸馏 + 精密过滤
– 控制:纯度≥99.9%,无聚合物杂质
2. 惰性配制(配方决定性能)
(1)溶剂预混
– 条件:N₂/Ar保护,氧≤1ppm,水≤10ppm
– 配比:计量泵精度±0.1%,温度25±2℃
– 搅拌:50–100rpm,至均一透明
(2)锂盐溶解(关键步骤)
– 加料:缓慢投加,防局部过热(>60℃易分解)
– 搅拌:300rpm高速分散→透明后降至150rpm
– 时间:2–4h至完全溶解
(3)添加剂加入
– 顺序:先主成膜(VC/FEC),后功能添加剂
– 搅拌:低速100–150rpm,防剪切破坏
– 时间:总搅拌4–8h
3. 纯化过滤(一致性关键)
– 三级过滤:1μm → 0.45μm → 0.22μm PTFE滤芯
– 深度脱水:4A分子筛干燥柱,水分≤20ppm
– 杂质控制:金属离子≤1ppm,无可见颗粒
4. 在线检测(出厂必检)
– 必测指标:水分、酸度、电导率、密度、色度、粘度
– 合格标准:水分≤20ppm,酸度≤50ppm,电导率≥8mS/cm
5. 无菌灌装(防二次污染)
– 环境:Class 1000洁净区,露点≤-50℃
– 包装:铝瓶/吨桶,充Ar保护,密封焊接
– 仓储:避光、干燥、常温,保质期6–12个月
三、核心控制红线(不可破)
1. 全程无水无氧:水<20ppm,氧<1ppm
2. 温度严控:LiPF₆溶解≤40℃,防分解产气
3. 加料顺序:先溶剂 → 后锂盐 → 最后添加剂
4. 搅拌分级:高速溶盐、低速加剂,防添加剂破坏
四、工艺流程图(极简版)
原料验收 → 溶剂脱水 → 锂盐干燥 → 惰性混合 → 多级过滤 → 检测 → 充氮灌装 → 入库
(三)电解液核心工艺难点
电解液工艺的核心难点,本质是**“微量杂质控制”、“热敏感物料处理”、“多组分协同稳定性”**三大矛盾,贯穿全流程。
一、原料预处理:纯度与杂质的“极限博弈”
1. 溶剂深度脱水难- 矛盾:EC凝固点高(37℃),低温精馏易结晶堵塞;DMC易挥发,脱水损耗大。
– 难点:要把水分从几百ppm降到10ppm以下,且不能引入金属离子污染。
2. 锂盐(LiPF₆)防分解难- 矛盾:遇水立即水解产生HF(氢氟酸),腐蚀设备且毒化电芯。
– 难点:全程无水无氧(露点≤-60℃),干燥温度不能高(>80℃分解),时间不能短(除不尽水)。
3. 添加剂提纯难- 矛盾:VC、FEC等极易自聚、氧化,纯度稍差就失效。
– 难点:减压蒸馏+精密过滤,既要除杂又要保住活性,收率极低。
二、配制混合:温度、顺序、剪切的“精密平衡”
1. 溶解控温难(最危险环节)- 矛盾:锂盐溶解剧烈放热,局部过热>60℃会导致LiPF₆分解产气(PF₅)。
– 难点:必须缓慢加料+强力换热,控制釜温≤40℃,对换热效率要求极高。
2. 加料顺序不可逆- 矛盾:先加盐后加溶剂会结块;先加添加剂后加盐会破坏添加剂结构。
– 难点:溶剂→锂盐→添加剂的铁律,一步错全批次报废。
3. 防添加剂剪切破坏- 矛盾:高速搅拌能溶盐,但会剪断长链添加剂分子。
– 难点:“高速溶盐、低速加剂”,转速切换窗口极窄。
三、纯化过滤:颗粒与胶体的“隐形杀手”
1. 胶体杂质难去除- 矛盾:电解液中的微量聚合物、副产物是亚微米级胶体,常规滤芯堵不住。
– 难点:需三级精密过滤(1μm→0.45μm→0.22μm)+ 极性吸附,极易堵膜,产能受限。
2. 金属离子二次污染- 矛盾:管路、阀门、搅拌轴的金属磨损会引入Fe、Zn离子。
– 难点:全系统必须用哈氏合金/PTFE内衬,设备投资巨大。
四、在线检测:ppm级指标的“快速精准”
1. 水分/酸度瞬测难- 矛盾:取样过程极易吸水,测出来的数据不准。
– 难点:必须在线原位检测,离线卡氏滴定误差大,滞后性强。
2. 微量杂质定性难- 矛盾:HF、醇类、过氧化物等杂质含量极低(ppm级),但致命。
– 难点:需离子色谱、GC-MS等高精设备,检测成本高、周期长。
五、灌装仓储:防二次污染的“最后一公里”
1. 包装除水难- 矛盾:铝瓶、吨桶内壁吸附水,灌装时脱附污染电解液。
– 难点:包装需高温真空烘烤+多次充氩置换,耗时耗力。
2. 保质期短- 矛盾:添加剂易降解,锂盐易水解。
– 难点:必须避光、低温、隔绝空气,仓储条件苛刻,库存压力大。
六、总结:工艺难点金字塔
– 底层(基础):设备材质与环境控制(防污染)
– 中层(关键):温度控制与加料顺序(防分解)
– 顶层(核心):微量杂质去除与检测(决定生死)
(四)电解液制备方法溶剂制备EC(碳酸乙烯酯)制备方法
传统方法(已淘汰)
乙二醇与光气反应法:工艺流程长、收率低、成本高、污染严重
现代制备方法
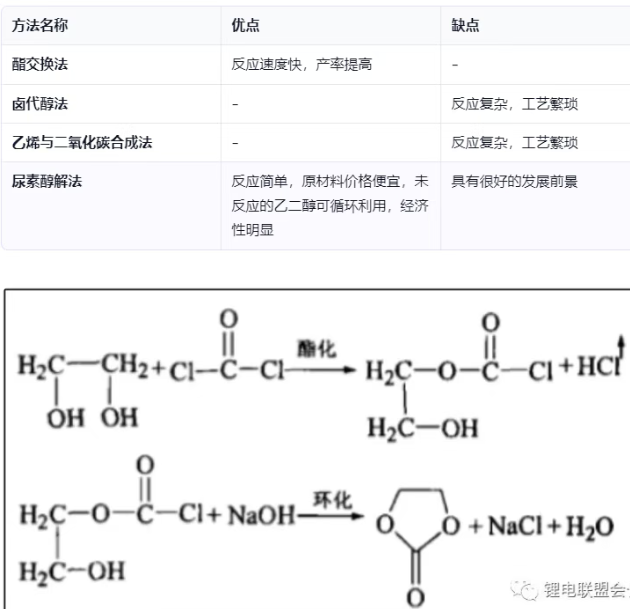
其他溶剂如DEC、PC、DMC等环状或链状酯类的制备方法与此类似。
提纯工艺
有机原料必须经过提纯处理以达到锂离子电池电解液使用标准
主要检验项目
纯度水含量主含量其他相关指标
六氟磷酸锂(LiPF₆)制备
四种主要制备方法

最终使用的LiPF₆还需要精制,以达到电解液纯度要求
包装处理
包装桶预处理要求由于电解液的敏感性,包装桶需要经过:预处理水洗氩气置换等工序
目的:保证包装桶的干燥和无杂质状态
下一代电解液展望
不同应用领域的发展方向3C领域(手机、平板、可穿戴设备)强调高能量密度向高电压发展
大型领域兼顾电导率
高低温性能
低成本
长寿命要求其他技术挑战
负极材料高压实要求电解液具有:
良好的浸润性
成膜稳定性
循环稳定性
硅材料广泛应用推动适用于硅体系的电解液成为研究热点
安全考虑推动以下添加剂研究:
阻燃添加剂高电压下正负极表面保护添加剂复合功能添加剂
生产质量控制要点
重要现象:几种电解液成分完全一样,但电性能差异很大
主要原因:原材料纯度不足电解液中含有一定量的杂质
关键控制点:生产过程中的环境控制,包括:温湿度控制杂质控制纯度控制