
废旧磷酸铁锂黑粉湿法酸解回收碳酸锂工艺详解
磷酸铁锂黑粉(LFP Black Mass),是锂电池回收行业的核心术语,特指废旧磷酸铁锂电池经拆解、破碎、分选后得到的黑色粉末状混合物。
一、核心来源与本质
– 来源:退役磷酸铁锂电池(动力电池/储能电池)。
– 工序:放电 → 破碎 → 筛分 → 脱液 → 分离铜铝 → 得到黑粉。
– 本质:正极材料 + 负极材料 + 杂质的混合粉 。
二、主要成分(工业级)
– 磷酸铁锂 (LiFePO₄):核心价值组分(约 40–60%)
– 石墨 (Carbon):负极材料(约 30–45%)
– 杂质:铝/铜箔碎屑、PVDF 粘结剂、碳黑、电解液残留
– 元素含量:Li≈2–4%、Fe≈20–30%、P≈10–15%
三、关键用途(回收价值)
1. 提锂:回收碳酸锂/氢氧化锂(最核心)
2. 再生材料:高纯黑粉直接重制磷酸铁锂正极
3. 磷铁资源:制备磷酸铁、磷酸一铵等化工品
4. 碳材料:石墨提纯后再利用
四、行业标准(GB/T 45203-2024)
– 锂 ≥ 2.0%
– 铁 ≥ 18%
– 磷 ≥ 10%
– 氟 ≤ 0.1%
简单说:黑粉 = 报废电池的“黑色金矿”,是锂电闭环回收的关键中间品。
五、工艺流程说明
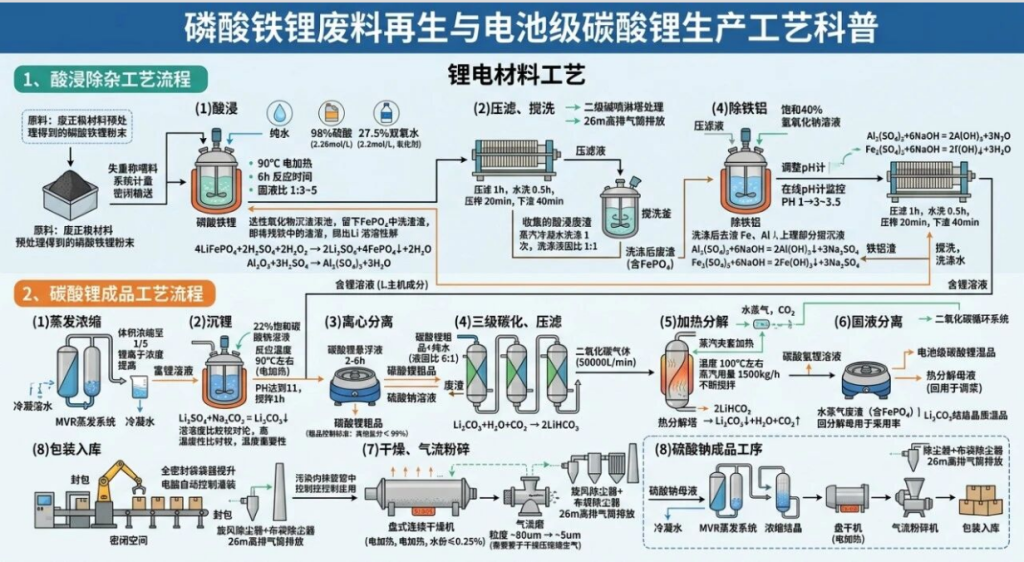
1、酸浸除杂工艺流程
酸浸除杂线主要是对磷酸铁锂粉进行预处理,产生的含锂溶液全部进入碳酸锂成品线,生产电池级碳酸锂。
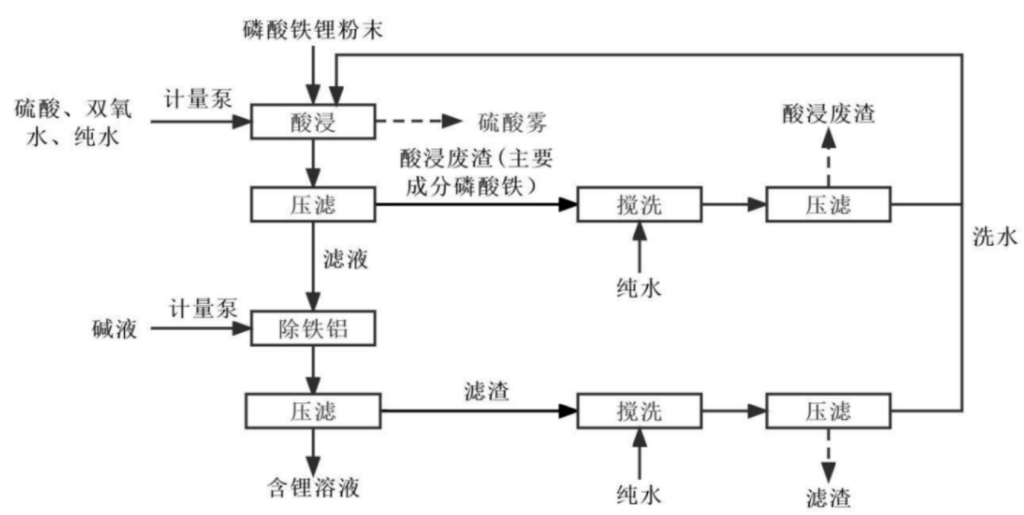
(1)酸浸:
以废正极材料预处理工序得到的磷酸铁锂粉末为原材料,失重称喂料系统计量后由传送装置密闭输送至反应釜,纯水、98%硫酸、27.5%双氧水分别通过计量泵打入反应釜中,硫酸浓度为2.26mol/L,双氧水浓度为2.2mol/L,对磷酸铁锂粉末(锂含量约4.397%)进行酸浸,固液比为1:3~5,浸出终点PH值为1~1.5,反应温度为90°C,采用电加热,反应时间为6h。
此工序双氧水为氧化剂,采用硫酸溶液进行选择性氧化浸出,可使原料中的锂选择性浸出进入浸出液,其他元素则以FePO4形式保留于浸出渣。相关反应方程式如下所示:
4LiFePO4+2H2SO4+2H2O2->2Li2SO4+4FePO41+2H2O原料中少量的铝以氧化物的形式存在,在酸浸环节反应生产硫酸铝,反应如下:
Al2O3+3H2SO4->2Al2(S04)3+3H20
浸出完毕后,溶液pH为呈弱酸性,进入压滤工序,浸出过程中产生的酸雾通过密闭连接在反应釜气体管道负压输送至二级碱喷淋塔处理后经一根26m高排气筒排放。
(2)压滤、搅洗
使用砂浆泵将料液泵送压滤机进行液固分离,压滤时间1小时,压滤机水洗时间0.5小时,压榨20分钟,下渣时间40分钟。压滤液自流进入储液罐再经泵送除铁铝工序,收集的酸浸废渣进入搅洗釜内,使用蒸汽冷凝水洗涤1次,洗涤液固比1:1,洗涤后洗水返回酸浸工序。
该工序酸浸废渣的主要成分为磷酸铁以及酸不溶物,含水率30%。
(4)除铁铝
压滤液用利用饱和的40%氢氧化钠溶液调整溶液的pH值在反应釜内脱除铁铝。除铁铝过程中利用在线pH计可随时监控溶液中pH值变化,pH值由1升至3~3.5可保证铁铝完全沉淀反应。除铁铝结束后用压滤机进行固液分离。发生的主要化学反应如下:
Al2(SO4)3+6NaOH=2Al(OH)3l+3Na2SO4Fe2(SO4)3+6NaOH=2Fe(OH)3l+3NazSO4反应结束后,利用压滤机进行固液分离,含锂溶液自流入中间储液罐,作为碳酸锂产品工序原料,产生的铁铝渣进入搅洗釜内,利用纯水洗涤1次,洗涤液固比1:1,搅洗废水返回酸浸工序,压滤时间1小时,压滤机水洗时间0.5小时,压榨20分钟,下渣时间40分钟。
该工序主要产生铁铝渣,含水率30%,去除率约为90%。
2、碳酸锂成品工艺流程
碳酸锂成品线原料为酸浸除杂后的含锂溶液,产品为电池级碳酸锂以及硫酸钠。
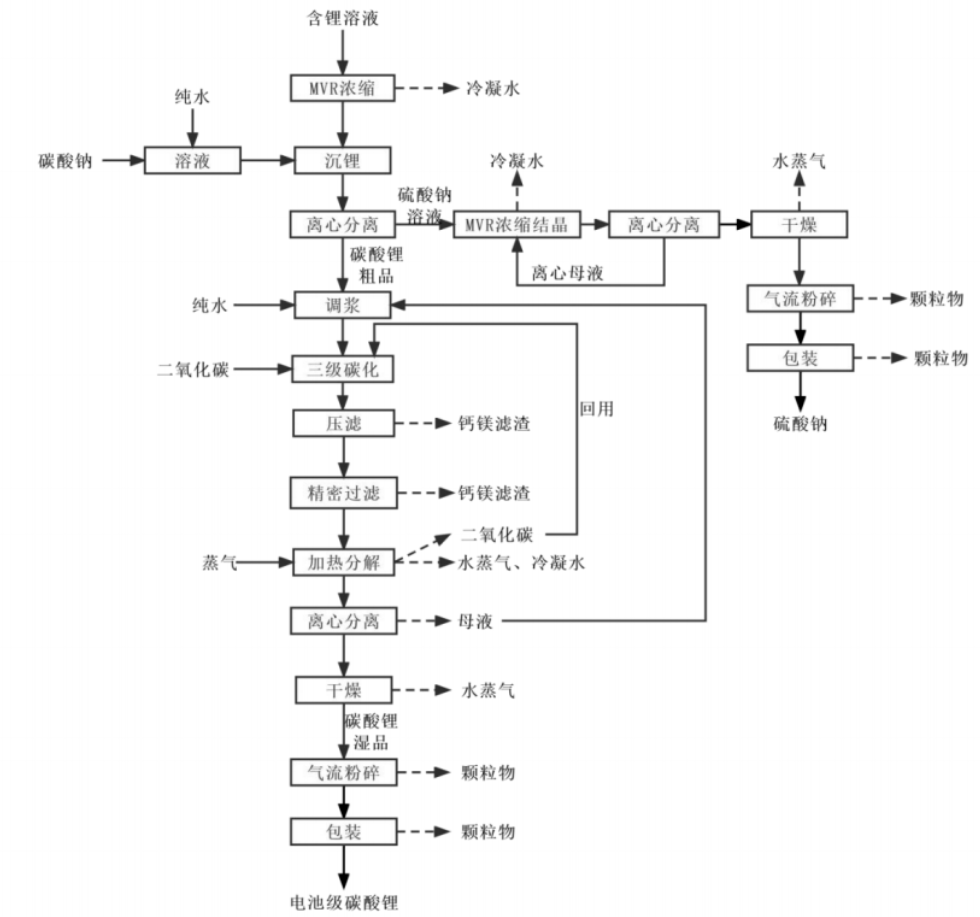
(1)蒸发浓缩:
含锂溶液中锂的浓度较低,故需要蒸发浓缩提高锂离子的浓度,以提高沉锂率。经酸浸除杂后的含锂溶液(主要成分硫酸锂)进入MVR蒸发系统,将含锂溶液体积浓缩至原来体积的1/5,此过程蒸汽经冷凝后产生冷凝水,经纯水设备后回用于生产,富锂溶液进入沉锂工序。
(2)沉锂:
碳酸锂在水溶液中的溶解度远小于硫酸锂和硫酸钠,将硫酸锂溶液中的锂以碳酸锂的形式沉淀下来,获得碳酸锂粗品。由于三种物质的溶解度均随着温度的升高而下降,但碳酸锂溶解度最小,故温度越接近沸腾温度,沉锂率越高,故反应温度控制十分重要,本项目拟将溶液温度控制在90°C左右,此过程采用电加热。
将碳酸钠调配成浓度为22%的饱和溶液,同时往沉锂釜中缓慢加入,过程温度保持约90°C左右,当pH值达到11时,停止加液体,搅拌1小时,该工艺涉及的反应方程式如下:
Li2SO4+Na2CO3=Li2CO31+Na2SO4
(3)离心分离
使用砂浆泵将碳酸锂悬浮液放入离心机脱水,离心时间2-6h,得到较高纯度的碳酸锂粗品,碳酸锂粗品的控制标准:其他盐分≤99%。硫酸钠溶液进入MVR蒸发系统。
(4)三级碳化、压滤
将碳酸锂粗品送入碳酸锂调浆槽,加入纯水调浆备用,液固比为6:1,然后通入二氧化碳气体在常温条件下采用逆流碳酸化的方式对碳酸锂的水溶液进行碳酸化处理,使微溶的Li2CO3转化为可溶性的LiHCO3,二氧化碳添加速率为50000L/min,其余杂质与二氧化碳形成杂质从而起到进一步除杂的作用。
反应原理如下:
Li2CO3+H2O+CO2-2LiHCO3
二氧化碳气体从一塔进料,碳酸锂浆液从三塔进料,进行逆流反应,形成的碳酸氢锂液从第一塔出料,出料后的碳酸氢锂液用板框过滤机进行压滤,遗留的少量杂质再通过精密过滤器过滤,碳酸氢锂溶液进入中间料液槽暂存后进入热分解工序,废渣收集后外售,废渣主要成分是中不被碳酸化的硫酸钙等杂质。
(5)加热分解
利用进料泵将碳酸氢锂溶液转入热分解塔中,并采用蒸汽夹套加热的方式保持槽内溶液温度在100°C左右进行热分解反应,蒸汽用量为1500kg/h,反应过程中不断搅拌溶液防止加热时固体挂壁及暴沸,同时使得溶液更好散热,Li2CO3慢慢结晶析出,具体反应原理如下:
2LiHCO3-Li2CO31+H2O+CO2
本工序产生水蒸气、CO2、冷凝水,本工序产生的CO2经二氧化碳循环系统处理后循环使用。
(6)固液分离
将分解完成的碳酸锂浆液送至离心机内进行固液分离,分别得到热分解母液和电池级碳酸锂湿品,热分解母液通过循环泵回用于调浆。
(7)干燥、气流粉碎
电池级碳酸锂湿品送入盘式连续干燥机,用电加热干燥,使碳酸锂中的水份含量降至0.25%以下。电池级碳酸锂送入气流磨粉碎,使粒度由约80um降至约5um,粉碎后的物料在风机抽力作用下被粉碎物料随上升气流进入分级室,由于分级转子高速旋转,粒子既受到分级转子产生的离心力,又受到气流粘性作用产生的向心力,当粒子受到离心力大于向心力,即分级径以上的粗粒子返回粉碎室继续冲击粉碎,分级径以下的细粒子随气流进入旋风分离器、捕集器收集,气体则由引风机引出经布袋除尘器除尘处理后高空排放。气流粉碎机需要干燥的压缩空气。
产污节点:用盘式干燥机干燥,由于盘式干燥机内气流速低而且设备内湿度分布上高下低,粉尘难以浮到设备顶部,所以顶部排湿口排出尾气几乎不含有粉尘:气流粉碎工序产生气流粉碎废气,污染物为颗粒物,颗粒物经密闭管道收集后通过“旋风除尘器+布袋除尘器”处理,最终分别经|根26m高排气筒排放。
(8)包装入库
完成加工的电池级碳酸锂通过封闭输送带进入包装机,首先将包装袋套进全密封带器上,由电机将袋子提升至填充口,接近袋底位置,然后开始灌装,灌装过程由电脑自动控制灌装口与袋内物料的间距,边灌装边下降,灌装过程为先快速灌装后慢速精加,灌装结束后夹带松开并延时1-2秒后将包装袋送至下一工序封包,包装工序位于密闭空间,包装后外售。
产污节点:此过程产生包装废气,密闭管道收集后通过“旋风除尘器+布袋除尘器”处理,最终分别经1根26m高排气筒排放。
(8)硫酸钠成品工序
硫酸钠母液进入MVR蒸发系统进行浓缩结晶。浓缩后的硫酸钠后经盘干机进行干燥,使用电加热,干燥后的硫酸钠进入气流粉碎机粉碎,随后包装入库。离心得到的母液,返回MVR系统继续浓缩,产生的冷凝水回用于生产工序。产污节点:硫酸钠湿品盘式干燥机干燥,由于盘式干燥机内气流速低而且设备内湿度分布上高下低,粉尘难以浮到设备顶部,所以顶部排湿口排出尾气几乎不含有粉尘;气流粉碎工序产生气流粉碎废气,污染物为颗粒物,包装工序产生包装废气,密闭管道收集后通过“旋风除尘器+布袋除尘器”处理,最终分别经1根26m高排气筒排放。